CMP Slurry Abrasives Explained: Silica vs Alumina vs Ceria
A detailed technical comparison of the three dominant abrasive types used in semiconductor CMP slurries — covering particle chemistry, hardness, size effects, removal mechanisms, surface finish, and application-specific selection guidance.
The abrasive particles suspended in a CMP slurry are the physical engine of material removal. While the liquid phase chemistry governs selectivity, corrosion control, and surface passivation, it is the abrasive that determines how efficiently the chemically modified surface is mechanically removed — and how much damage is done in the process. Selecting the right abrasive type is therefore not a secondary decision; it is often the first and most consequential choice in CMP slurry formulation.
This article provides a detailed technical comparison of the three abrasive types that together account for the overwhelming majority of CMP slurry applications in the semiconductor industry: colloidal silica, alumina, and ceria. A fourth abrasive — diamond — is covered in a dedicated section for its specific role in wide-bandgap substrate polishing. For context on how these abrasives fit into complete slurry formulations, see: What Is CMP Slurry? A Complete Guide to Chemical Mechanical Planarization.
1. The Role of Abrasives in CMP Slurry
In the dual-mechanism model of CMP material removal, abrasive particles are responsible for the mechanical component. They physically impact the wafer surface under the combined pressure of the polishing downforce and the relative velocity between the wafer and the rotating pad, abrading the surface layer that has been chemically softened or transformed by the liquid phase chemistry.
The effectiveness of this abrasion depends on five particle-level parameters:
- Hardness: Particles that are harder than the target film material abrade it efficiently; particles softer than the target film do not. This single constraint eliminates most abrasives for most applications.
- Size (mean diameter and distribution): Larger particles deliver higher per-particle contact pressure and higher removal rates but increase scratch risk. Smaller particles give gentler abrasion and better surface finish but lower MRR. The particle size distribution — particularly the tail at large sizes — is often more important than the mean.
- Morphology: Spherical particles produce more uniform, less damaging contact than irregular or angular particles. Synthesis method determines morphology — colloidal silica produced by the Stöber process is highly spherical; fumed alumina particles are jagged and angular.
- Surface chemistry: The chemical functionality of the abrasive surface affects how particles interact with the film being polished, how well they disperse in solution, and whether they chemically contribute to removal (as ceria does) or act purely mechanically.
- Concentration: Removal rate typically increases with abrasive concentration up to a saturation point, above which additional particles compete for contact sites without providing incremental MRR. Optimal concentration is application-specific and must be determined experimentally.
Critical insight: In CMP, abrasive hardness must be matched to the target film, not maximized. Using the hardest available abrasive (diamond) on a soft film like SiO₂ produces catastrophic scratch defects, not higher MRR. The goal is to select the minimum hardness abrasive that delivers required removal rate — this minimizes subsurface damage and post-CMP defect density.
2. Colloidal Silica (SiO₂): The Precision Abrasive
Colloidal silica is produced by controlled hydrolysis and condensation of silicon alkoxide precursors (typically the Stöber process) or by ion-exchange of sodium silicate solutions. Both methods yield particles with highly uniform spherical morphology and narrow size distributions — properties that are directly responsible for the abrasive’s hallmark characteristic: the ability to produce exceptionally smooth, low-defect surfaces.
At pH 10–11 (alkaline conditions used for silicon wafer polishing), silica particles carry a high negative surface charge (zeta potential of −40 to −60 mV), which creates strong electrostatic repulsion between particles and the silicon wafer surface. This electrostatic effect acts as a molecular “cushion” that limits the depth of mechanical penetration, suppressing subsurface damage even under significant downforce. The result is a polishing mechanism that approaches chemical mechanical dissolution more than mechanical abrasion — and surface roughness values (Ra) below 0.05 nm are achievable on silicon under optimized conditions.
For copper CMP, colloidal silica at near-neutral pH (7–9) delivers the combination of gentle abrasion (minimizing copper dishing and film roughness) and compatibility with hydrogen peroxide oxidizer and BTA corrosion inhibitor that the damascene process requires. The silica particles themselves are chemically inert to copper under these conditions, meaning that the removal rate is primarily controlled by the liquid phase chemistry rather than abrasive hardness — giving formulation engineers precise control over the selectivity and removal rate profile.
Key limitation: Colloidal silica’s relatively low hardness (Mohs ~7) means it cannot abrade materials harder than glass-like SiO₂ at useful rates. Tungsten (Mohs 7.5, as WO₃) is borderline; tungsten metal and silicon carbide are simply too hard for silica abrasives to address at production-viable removal rates.
3. Alumina (Al₂O₃): The High-Energy Abrasive
Alumina’s hardness of Mohs 9 — second only to diamond among commercially practical abrasives — makes it the material of choice for applications requiring aggressive mechanical abrasion of hard metal films. In tungsten CMP, the alumina particles abrade the WO₃ oxidation product formed on the tungsten surface by hydrogen peroxide at acidic pH, maintaining removal rates of 100–400 nm/min on tungsten metal films under standard process conditions.
Alumina exists in multiple crystallographic phases with different hardness and reactivity profiles. Alpha-alumina (corundum) is the hardest and most stable phase, with a Mohs hardness of 9. Gamma-alumina is a metastable phase with slightly lower hardness and higher surface area, which gives it different dispersion and reactivity characteristics. Most tungsten CMP slurries use fumed or calcined alumina in a mixture of phases, with particle surface treatments to improve dispersion stability at the acidic pH values required for tungsten oxidation.
The primary drawback of alumina abrasives is their angular, irregular particle morphology — a consequence of the high-temperature synthesis processes (flame hydrolysis for fumed alumina, calcination for calcined alumina) that produce sharp particle edges and facets. These edges concentrate mechanical stress at the wafer-particle contact point, dramatically increasing scratch defect risk compared to spherical silica. Managing scratch defects in tungsten CMP is therefore a critical formulation challenge, addressed through particle size reduction, surface rounding treatments, and careful optimization of the abrasive concentration and downforce.
Process warning: Alumina particles are highly persistent — they adhere strongly to post-CMP surfaces due to their positive surface charge at acidic pH interacting with negatively charged dielectric surfaces. Post-CMP cleaning after alumina-based slurry processes requires specially formulated cleaning chemistries at elevated pH to reverse the electrostatic attraction and remove alumina residues. Incomplete alumina removal causes yield-killing particle defects in subsequent process steps.
4. Ceria (CeO₂): The Chemically Active Abrasive
Ceria occupies a unique position among CMP abrasives because it is not purely mechanical in its action — it participates directly in the chemical removal mechanism through a process known as the Ce–O–Si bond formation model. At the contact interface between a CeO₂ particle and a SiO₂ surface, cerium ions (Ce⁴⁺ and Ce³⁺) form direct chemical bonds with the surface silanol groups (Si–OH), creating a Ce–O–Si bridge that mechanically weakens the SiO₂ surface lattice. When the abrasive particle is then moved by the polishing kinematics, this chemical bond allows it to “pull” surface Si–O groups away from the bulk — achieving removal rates on SiO₂ that are 5 to 10 times higher than colloidal silica at equivalent abrasive concentration and process conditions.
This chemical-mechanical synergy is what makes ceria uniquely suited for oxide and STI CMP. But the same mechanism — selective bonding to silanol groups — is also responsible for ceria’s exceptional oxide-to-nitride selectivity. Silicon nitride surfaces present a very different surface chemistry (Si–N bonds, fewer free silanol groups), with which ceria particles form much weaker chemical bonds. The result is dramatically lower removal rate on nitride compared to oxide — ratios of 50:1 to over 200:1 depending on formulation and process conditions — giving process engineers the precise stop-on-nitride capability that STI CMP demands.
Colloidal vs. Calcined Ceria
Two distinct forms of ceria are used in CMP slurries. Calcined ceria (produced by high-temperature decomposition of cerium precursors) yields relatively large, polycrystalline particles (100–500 nm) with high hardness and high removal rates, but elevated scratch risk due to particle size and surface roughness. Colloidal ceria (synthesized by low-temperature wet chemistry routes) produces much smaller, more uniform particles (3–50 nm) with superior surface finish and lower defectivity — at the cost of somewhat lower removal rate. Advanced STI CMP formulations have largely migrated toward colloidal or abrasive-tuned ceria particles as node scaling has tightened defect budgets.
JEEZ ceria-based slurries are formulated with controlled particle size distributions and anionic polymer additives that modulate the oxide:nitride selectivity ratio to match specific STI and ILD process requirements without sacrificing dispersion stability or LPC performance.
5. Head-to-Head Comparison Table
| Eigentum | Kolloidale Kieselsäure | Tonerde | Ceria |
|---|---|---|---|
| Mohs Hardness | ~7 | ~9 | ~6 |
| Removal mechanism | Mechanical + mild chemical | Predominantly mechanical | Chemical-mechanical (Ce–O–Si) |
| Typical particle size | 20–150 nm | 50–500 nm | 3–300 nm (form-dependent) |
| Morphology | Spherical (best) | Angular (worst) | Faceted (moderate) |
| Surface roughness (Ra) | Lowest (<0.1 nm on Si) | Highest | Mäßig |
| Scratch risk | Niedrig | Hoch | Mittel |
| MRR on SiO₂ | Mäßig | Mäßig | Sehr hoch |
| Oxide:Nitride selectivity | Low (~1:1 to 3:1) | Niedrig | Very High (50–200:1) |
| Tungsten MRR | Sehr niedrig | Hoch | Niedrig |
| Post-CMP cleaning | Easy | Difficult (alumina residues) | Mäßig |
| Cost (relative) | Low–Medium | Mittel | High (rare earth precursor) |
| Supply chain risk | Niedrig | Mittel | High (China RE concentration) |
| Primary applications | Cu, Si wafer, barrier, low-k | Tungsten, SiC coarse | STI, ILD, oxide CMP |
6. Particle Size, Distribution, and Large Particle Count (LPC)
Of all the abrasive particle parameters, the particle size distribution tail — specifically the concentration of particles larger than 1 µm, quantified as the Large Particle Count (LPC) — has the most direct impact on post-CMP defect density. A single 2 µm agglomerate in a slurry can cause a scratch that propagates across multiple adjacent device features, potentially causing correlated yield loss that is far larger than a random single-point defect.
Production-grade CMP slurries specify LPC limits typically in the range of 20–100 particles per mL at a threshold of 0.5–1 µm. Maintaining this specification requires: (1) controlled synthesis to minimize primary particle size variability; (2) effective dispersion during manufacturing to prevent agglomeration; (3) point-of-use filtration at the CMP tool using absolute-rated membrane filters (typically 0.2–1 µm rating); and (4) controlled storage and dispensing to avoid mechanical or thermal shock that can induce agglomeration.
Best practice: Always specify LPC measurement methodology when comparing slurry CoA data between suppliers — particle counting by light obscuration (HIAC/Royco method) and laser diffraction give different results for the same sample. Agree on a single measurement method and threshold size as part of the incoming inspection specification during slurry qualification. See our post-CMP defect analysis guide for more detail: Post-CMP Defect Analysis: Scratches, LPC & Inspection Methods.
7. Zeta Potential and Dispersion Stability
Zeta potential — the electrokinetic surface charge of abrasive particles in suspension — is the primary determinant of long-term slurry dispersion stability. Particles with high absolute zeta potential (|ζ| > 30 mV) experience strong mutual electrostatic repulsion, resisting agglomeration and maintaining a stable, well-dispersed suspension over time. Particles with low absolute zeta potential (|ζ| < 15 mV) are prone to flocculation — the gradual aggregation of primary particles into larger clusters that eventually settle and generate LPC events at the tool.
Each abrasive type has a characteristic isoelectric point (IEP) — the pH at which zeta potential crosses zero and dispersion stability is minimum. For silica, the IEP is at approximately pH 2–3, meaning it is well-dispersed at the alkaline conditions used for silicon wafer polishing (pH 10–11) but approaches its IEP at the acidic conditions used in tungsten CMP — one reason silica is not used as a primary abrasive for tungsten applications. Alumina has an IEP near pH 8–9, meaning it is positively charged and well-dispersed at the acidic conditions (pH 2–4) required for tungsten CMP. Ceria’s IEP is near pH 6–8, making it well-dispersed at the near-neutral to slightly acidic conditions used for oxide CMP.
Slurry formulators add anionic and cationic surfactants, polymeric dispersants, and pH buffers to extend the usable zeta potential range of each abrasive system beyond its natural stability window — but the underlying physics of the IEP cannot be fully overcome through additives alone. Selecting an abrasive type whose natural zeta potential is compatible with the target pH range is always preferable to fighting the IEP with additives.
8. Diamond Abrasives: The Special Case
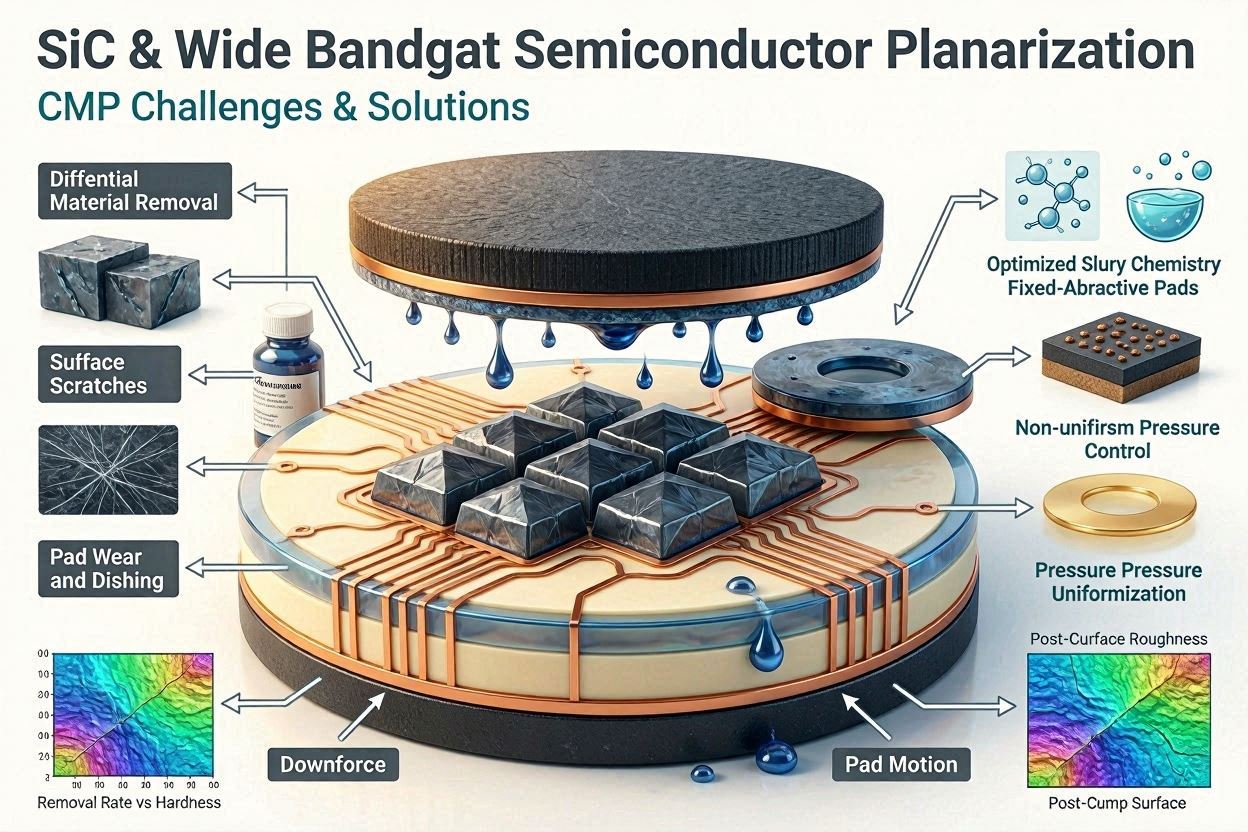
Diamond is the hardest known material (Mohs 10) and serves as the abrasive of last resort for polishing substrates too hard to be addressed by silica, alumina, or ceria. In the semiconductor industry, this means primarily silicon carbide (SiC) substrate polishing, where diamond’s hardness advantage is necessary to achieve production-viable removal rates in the stock removal stage.
Diamond slurries for CMP use either synthetic monocrystalline diamond particles (typically 0.1–1 µm for CMP applications) or polycrystalline diamond (PCD) particles with tightly controlled size distributions. The extreme hardness of diamond makes scratch defect control particularly challenging — even sub-micron diamond particles can cause deep subsurface damage on SiC if particle size distribution is not tightly controlled. As a result, SiC polishing processes typically use diamond slurries only for the coarse and intermediate removal stages, transitioning to softer abrasives (ceria or colloidal silica) for the final finish stage where surface quality and Ra targets are most demanding.
Diamond slurries are significantly more expensive than oxide-based abrasives and require specialized handling and tool cleaning procedures. They are not used for standard silicon-based CMP applications under any circumstances — the hardness mismatch would cause catastrophic scratch defects on silicon wafers. For a complete discussion of SiC polishing challenges and the multi-stage process using diamond and other abrasives, see: CMP Slurry for SiC Wafer Polishing: Challenges & Solutions.
9. Quick Decision Guide: Which Abrasive for Your Application?
10. JEEZ Abrasive Engineering Approach
At JEEZ, we treat abrasive engineering as a primary lever in slurry performance optimization, not an afterthought to liquid phase chemistry formulation. Our approach to each abrasive type reflects the specific demands of the applications we serve:
For colloidal silica slurries — used in our copper CMP, silicon wafer, and barrier applications — we specify narrow particle size distributions (D50/D90 ratio >0.7) and tightly control zeta potential across the process pH range to ensure stability throughout the slurry shelf life. Our copper CMP slurries use silica particles with surface hydroxyl group density optimized for BTA inhibitor adsorption — a formulation variable that directly impacts the corrosion control balance of the slurry.
For ceria slurries — used in our oxide, STI, and SiC finishing applications — we select particle size and cerium oxidation state (Ce³⁺/Ce⁴⁺ ratio) to balance chemical activity against surface finish requirements. Our STI slurries include proprietary anionic polymer additives that selectively suppress the Ce–O–Si bond formation mechanism on nitride surfaces, enhancing selectivity beyond what the bare ceria particle chemistry delivers.
For alumina und diamond slurries — used in our tungsten CMP and SiC stock removal applications — particle surface treatments are applied to reduce the sharp-edge morphology risk through controlled surface rounding, and dispersion additives are selected for compatibility with the acidic pH conditions these applications require.
If you are working with an application where standard abrasive selection guidance does not produce the performance you need, JEEZ’s application engineering team can discuss custom abrasive engineering approaches. Contact us through the link below, or explore our full product range at our supplier guide.
Need Help Selecting or Qualifying an Abrasive System?
JEEZ engineers can advise on abrasive selection, particle size specification, zeta potential requirements, and LPC testing protocols for your specific CMP application. Reach out for a technical consultation.
Contact Our Experts →