CMP Slurry Filters, Storage & Handling: Complete Engineering Guide
A perfectly formulated CMP slurry can be rendered defective before it ever contacts a wafer — through improper storage temperatures that collapse colloidal stability, contaminated distribution materials that leach metal ions, saturated filters that shed captured agglomerates, or handling practices that introduce the exact contaminants the slurry was engineered to exclude. This guide covers every stage of the slurry journey from manufacturer container to tool dispense arm: filtration technology selection, distribution system design, storage protocols, shelf life management, safety handling, and waste treatment.
📋 Table of Contents
- Why Slurry Handling Is a Yield-Critical Process
- POU Filter Technology: Types, Ratings & Selection
- Filter Sizing, Replacement Cadence & Integrity Monitoring
- Distribution System Design: Materials, Loop Architecture & Temperature Control
- Storage: Temperature, Light, Container & Orientation
- Shelf Life Management by Slurry Type
- Two-Part Slurry Mixing: Protocol & Common Errors
- Safety Handling: H₂O₂, Acidic Slurry & Ceria Dust
- Waste Treatment & Environmental Compliance
- Pre-Use Quality Checklist
- Frequently Asked Questions
1. Why Slurry Handling Is a Yield-Critical Process
Semiconductor-grade CMP slurry arrives from the manufacturer at a precisely engineered state: particle size distribution held to ±5 nm, pH buffered to ±0.1, oxidizer assayed to ±3%, metal contamination verified below 5 ppb per element by ICP-MS, and large particle count (LPC) confirmed below 50 particles/mL. This manufactured state is not permanently stable — it is a metastable equilibrium that can be disrupted at any point in the handling chain between the manufacturer's filling line and the CMP tool dispense arm.
The key insight for fab engineers is that slurry quality degradation in the handling chain is silent: a slurry lot that has undergone colloidal agglomeration in the distribution loop, absorbed CO₂ from the atmosphere shifting its pH, or leached Fe ions from a corroded fitting will look identical in the container to a pristine lot. The degraded lot will pass visual inspection, may pass simplified QC checks, and will only reveal its compromised state through micro-scratches on production wafers — at a cost far exceeding any handling precaution investment.
📌 The Cold Chain Analogy
The pharmaceutical industry's cold chain concept — an unbroken temperature-controlled supply chain from manufacture to patient — provides a useful mental model for CMP slurry handling. Like biologics, CMP slurry has defined temperature windows outside of which irreversible degradation occurs, defined shelf lives after which molecular or colloidal changes accumulate, and a quality state that cannot be fully restored once compromised. Advanced fabs implement “slurry quality chain” protocols with the same documentation rigor as pharmaceutical cold chains.
2. POU Filter Technology: Types, Ratings & Selection
Point-of-use (POU) filtration is the last line of defense against particle-induced scratches before slurry contacts the wafer. Understanding the different filter technologies, their removal mechanisms, and their compatibility with specific slurry chemistries is essential for selecting the correct filter for each application.
- Hard physical cutoff at rated pore size
- Excellent for final POU filtration at dispense arm
- High initial ΔP; capacity limited by surface area
- Materials: PVDF, PES, Nylon (pH-dependent)
- Best for: Advanced-node oxide & Cu CMP slurry
- Caution: Incompatible with high-pH or HF-containing slurry (PVDF preferred for alkaline; PES for near-neutral)
- Captures particles through tortuous path; graded porosity
- High dirt-holding capacity — ideal for bulk pre-filtration
- Nominal rating: passes some oversized particles (<100% removal)
- Materials: Polypropylene, borosilicate glass fiber
- Best for: Bulk drum-to-loop pre-filter; tungsten and alumina slurry (high solids)
- Not suitable as sole POU filter for advanced nodes
- Cross-flow filtration; very low ΔP at high flux
- Can remove dissolved organics and colloidal agglomerates simultaneously
- Higher capital cost; requires backflush maintenance
- Materials: PES, PVDF hollow fibers
- Best for: High-flow loops; two-part slurry post-mixing filtration
- Growing adoption at sub-5nm nodes for LPC reduction
Filter Rating: Absolute vs. Nominal — A Critical Distinction
Filter ratings are commonly misunderstood in procurement. A nominal filter rated at “0.2 μm” does not guarantee retention of all particles above 200 nm — it typically retains 60–90% of particles at that size under rated conditions. An absolute filter rated at 200 nm retains ≥99.9% of particles at or above the rated size at stated conditions (typically at 150 mL/min flow, clean fluid). For advanced-node CMP POU filtration, only absolute-rated membrane filters should be specified at the final dispense arm position. Nominal depth filters are appropriate as pre-filters to extend the life of downstream absolute membrane filters but should not be relied on as the terminal filtration stage.
| Slurry Type | Recommended Bulk Pre-filter | Recommended POU Filter | Filter Material | Anmerkungen |
|---|---|---|---|---|
| Oxide (alkaline silica, pH 9–11) | PP depth, 1–5 μm nominal | PVDF membrane, 100–200 nm absolute | PVDF, HDPE housing | PVDF preferred for pH >10; avoid nylon (leaches at high pH) |
| STI ceria (pH 4–7) | PP depth, 0.5–2 μm nominal | PVDF or PES membrane, 200 nm absolute | PVDF/PES, HDPE housing | Ceria harder than silica — higher ΔP; use staged filtration |
| Copper Step 1 (acidic, H₂O₂) | PP depth, 1 μm nominal | PVDF membrane, 100 nm absolute | PVDF, 316L SS fittings avoid; use PFA | H₂O₂ degrades some filter materials — verify chemical compatibility; no metallic housings |
| Copper Barrier Step 2 | PP depth, 0.5–1 μm nominal | PVDF membrane, 100 nm absolute | PVDF, PFA fittings | Most critical filter in Cu CMP sequence for dishing/scratch control |
| Tungsten (acidic, Fe(NO₃)₃) | PP or borosilicate depth, 2–5 μm | PVDF membrane, 200 nm absolute | PVDF, HDPE housing | Fe(NO₃)₃ highly corrosive — all-plastic wetted components only |
| Abrasive-free (AFS) | Not required (no abrasive) | 0.05–0.1 μm PES or PVDF membrane | Ultra-clean PES or PVDF | Focus is dissolved organics and ionic contamination removal, not particle removal |
3. Filter Sizing, Replacement Cadence & Integrity Monitoring
A filter that has reached its dirt-holding capacity becomes a contamination source rather than a contamination barrier. When a membrane filter saturates, the captured particles — including large agglomerates that were collected over dozens of previous wafer runs — can be shed back into the slurry stream in a single high-pressure flow event, producing a massive LPC spike that generates a scratch excursion visible across an entire production lot. This “filter shed” event is one of the most damaging and avoidable slurry-handling failure modes in production.
Filter Replacement Triggers
- Differential pressure (ΔP) monitoring: Install ΔP gauges across every filter stage. Define a ΔP replacement threshold — typically 2× the initial clean ΔP — that triggers filter change regardless of elapsed time or wafer count. ΔP alarm and automatic diversion should be implemented to prevent slurry flow from bypassing or bursting a saturated filter.
- Time-based PM interval: Establish a maximum calendar interval for POU filter replacement (typically 1–4 weeks for advanced-node applications) independent of ΔP, since some slurry types produce gradual colloidal deposition that does not generate significant ΔP signal until sudden breakthrough.
- Wafer-count interval: For high-throughput tools running continuous slurry flow, a wafer-count-based replacement trigger (e.g., every 500 production wafers) provides a process-volume-linked PM discipline that neither time-based nor ΔP-based monitoring alone provides.
⚠️ The Filter Shed Event: What It Looks Like
A filter shed event produces a distinctive defect signature: a sudden, wafer-wide increase in micro-scratch count beginning at a well-defined wafer in the lot, with scratch density typically highest in the first 1–3 wafers after the shed event (as the shed agglomerates are consumed by the polishing process) and returning to baseline within 5–10 wafers. The spatial distribution of scratches on the affected wafers is typically random (azimuth-independent), distinguishing it from conditioner shed events which produce banded scratch patterns. When this signature appears, immediately replace the POU filter, run 2–3 dummy wafers to purge the tool, and correlate the event time with filter ΔP history.
4. Distribution System Design: Materials, Loop Architecture & Temperature Control
The slurry distribution system — the piping, fittings, pumps, valves, and reservoirs that transport slurry from the storage drum to the tool dispense arm — is a source of contamination risk at every component junction. A well-designed distribution system is effectively invisible to slurry quality; a poorly designed one introduces metal contamination, agglomeration-triggering temperature gradients, and microbial growth that the most sophisticated slurry formulation cannot overcome.
Wetted Material Selection
| Component | Empfohlenes Material | Avoid | Reason |
|---|---|---|---|
| Piping / tubing | HDPE, PFA, PVDF | Copper, bare stainless steel, PVC | Cu/SS leach Fe and Cu ions in oxidizing slurry; PVC leaches plasticizers |
| Fittings / unions | PFA, HDPE, PVDF | Brass, zinc-plated, chrome-plated | Brass leaches Zn and Cu; chrome fittings leach Cr ions — both are gate-oxide contaminants |
| Pump wetted parts | PVDF pump body; PTFE diaphragm; EPDM valves | Metallic pump heads; nitrile rubber (NBR) seals | NBR degrades in H₂O₂-containing slurry; metallic parts leach ions |
| Valves | PVDF ball valves; PFA-lined diaphragm valves | Stainless steel seat valves; PTFE-seating with metallic body | Metal body exposed to slurry even through PTFE seat by permeation over time |
| Storage vessel | HDPE, PVDF-lined stainless | Unlined carbon steel; galvanized | Galvanic corrosion product contamination; carbon steel rust particles |
| Level sensors | Ultrasonic external (non-contact) or PVDF float | Stainless steel conductivity probes | Metal probe contamination in high-purity slurry; H₂O₂ electrolytic corrosion |
Recirculation Loop Design
Slurry should be continuously recirculated through the distribution loop at low velocity (0.3–0.6 m/s) to prevent abrasive particle settling (particularly critical for ceria and alumina slurries, which have higher particle density than colloidal silica) and to maintain temperature uniformity. The loop should be designed to minimize dead-legs — pipe sections where flow stagnates — as stagnant zones are the primary sites for microbial biofilm formation and particle settling that generate LPC spikes when flow resumes.
Temperature Control
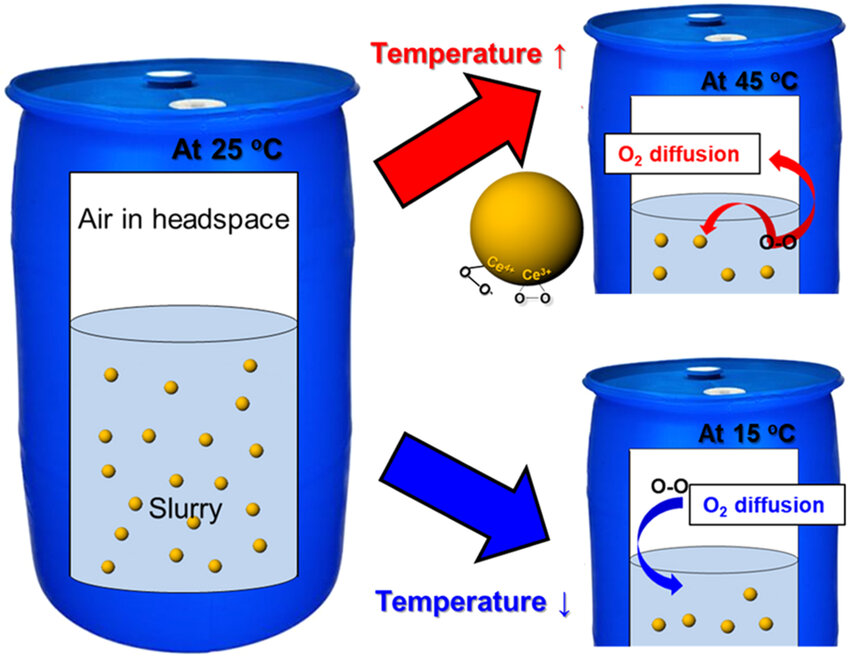
The distribution loop should maintain slurry temperature within 20–25°C using jacketed pipe sections or a heat exchanger on the recirculation loop. Temperature deviations above 28°C accelerate H₂O₂ decomposition in Cu CMP slurry (halving the oxidizer concentration at every 10°C increase above 25°C) and reduce the zeta potential of colloidal silica slurry, increasing agglomeration risk. Temperatures below 15°C can cause pH buffer shifts and increase slurry viscosity, altering dispense flow dynamics at the tool. Both extremes represent quality risks that temperature-controlled loop design eliminates at minimal cost.
5. Storage: Temperature, Light, Container & Orientation
Proper storage preserves the manufactured quality of CMP slurry from the time the container leaves the supplier's facility to the moment it enters the distribution loop. The four storage dimensions that matter most are temperature, UV light exposure, container integrity, and container orientation.
- Temperature: 15–25°C. This range is the universally specified storage window for the majority of commercial CMP slurries. Below 10°C, some slurry chemistries undergo reversible or irreversible phase separation or buffer precipitation. Above 30°C, H₂O₂ decomposition accelerates exponentially, pH buffers can shift, and colloidal stability degrades. Storage in warehouses without climate control — subject to seasonal temperature extremes from below 0°C in winter to above 40°C in summer — should be prohibited for all advanced-node slurry grades.
- UV light exclusion. Hydrogen peroxide in Cu CMP slurry is photolytically decomposed by UV radiation. H₂O₂-containing slurry should be stored in UV-opaque containers (HDPE drums are adequate; amber-tinted HDPE is preferred for UV-sensitive formulations) and not exposed to direct sunlight or UV sterilization lamps in the storage area.
- Container integrity. Inspect containers for damage before acceptance. A drum that has been dropped may have internal HDPE liner damage that introduces polymer particles or exposes the outer steel drum to slurry contact. Damaged containers should be rejected at incoming inspection rather than opened and checked — any container compromise that could allow atmospheric contamination (CO₂ absorption, microbial ingress) invalidates the shelf life.
- Container orientation. Store drums upright in their specified orientation. Inverted storage can damage the container vent valve and allow slurry contact with the non-wetted container surfaces, introducing extractable contaminants. Tilted storage of drums with settled particle slurries (ceria, alumina) can cause uneven settling that requires extended re-suspension mixing before use.
6. Shelf Life Management by Slurry Type
CMP slurry shelf life is not a single specification — it varies significantly by formulation type, driven primarily by the stability of the most reactive component in each formulation. The chart below summarizes typical shelf lives by slurry category under proper storage conditions (15–25°C, sealed container, UV-protected).
The shelf life of H₂O₂-containing Cu CMP slurry (Step 1) is limited primarily by oxidizer decomposition: H₂O₂ decomposes to H₂O + ½O₂ continuously even at room temperature, reducing the oxidizer concentration over time and proportionally reducing Cu MRR. A slurry lot that has consumed 20% of its H₂O₂ concentration through shelf decomposition will exhibit approximately 15–20% lower Cu MRR than a fresh lot of the same formulation — a process shift that will produce systematic remaining-film-thickness non-conformances if not caught at incoming QC through H₂O₂ assay.
📌 Point-of-Use Stability vs. Container Shelf Life
Container shelf life (typically 3–12 months) is distinct from point-of-use stability — the time window after slurry has been transferred into the distribution loop. Once slurry is in the open loop, it is exposed to pump shear, temperature gradients, potential atmospheric contact at venting points, and mixing with residual slurry from previous lots. Most commercial slurries have a POU stability window of 8–48 hours after entering the distribution loop — significantly shorter than the container shelf life. Establish and enforce a POU age limit for every slurry product based on supplier stability data and site-specific loop characterization.
7. Two-Part Slurry Mixing: Protocol & Common Errors
Many modern CMP slurries — particularly Cu CMP and advanced node oxide formulations — are supplied as two-part systems: an abrasive concentrate (Part A) and a chemical additive package (Part B) that are mixed at the fab at a specified ratio immediately before introduction into the distribution loop. Two-part delivery enables better control of H₂O₂ freshness (Part B oxidizer is mixed only at point of use), extends combined shelf life, and allows ratio adjustment for process tuning. It also introduces a set of mixing-related failure modes that do not exist for single-part slurries.
- Mixing ratio accuracy: The specified Part A:Part B ratio must be maintained to ±2% to keep pH, oxidizer concentration, and abrasive loading within the process specification window. Most fabs use mass-flow controlled metering pumps for two-part mixing; volumetric pumps are acceptable only with density verification. Ratio errors of ±10% or greater can shift pH sufficiently to trigger abrasive agglomeration or oxidizer activity excursion.
- Mixing order and turbulence: Part A and Part B should be mixed by introducing Part B into Part A (never Part A into Part B — the reverse creates a local high-concentration zone of oxidizer in undiluted abrasive that can cause irreversible agglomeration). Mixing should use gentle turbulent flow (not high-shear impeller mixing) to avoid mechanical agglomerate formation. The mixed slurry should pass through the POU filter within 30 minutes of mixing to capture any transient agglomerates formed during the mixing event before they reach the tool.
- pH compatibility at mixing interface: If Part A (typically pH 9–11) and Part B (typically pH 3–5 for H₂O₂ stabilization) are mixed in a dead-leg or stagnant pocket, the local pH at the mixing interface transiently passes through the isoelectric point of colloidal silica — causing immediate, localized agglomeration that produces an LPC spike in the first mixed volume reaching the tool. Continuous-flow in-line mixing with a static mixer element, rather than batch mixing in a reservoir, minimizes this transient pH exposure time.
8. Safety Handling: H₂O₂, Acidic Slurry & Ceria Dust
Concentrated H₂O₂ (>30 wt%) is a strong oxidizer and skin/eye corrosive. Semiconductor CMP slurry typically contains 1–5 wt% H₂O₂ (dilute, lower acute hazard) but can react exothermically with organic contaminants. Store away from combustibles. PPE: nitrile gloves, safety glasses, lab coat. Emergency: flush with copious water ≥15 minutes for skin/eye contact.
Tungsten and Cu Step 1 slurry operates at pH 2–5. Contact with strong acid at skin causes irritation; eye contact requires immediate irrigation. Fe(NO₃)₃ in W slurry is also a mild oxidizer. Mixed W slurry waste — containing dissolved W and Fe — requires pH adjustment before drain disposal per local wastewater regulations.
Dry ceria abrasive powder is classified as a potential respiratory hazard (REL: 5 mg/m² TWA by NIOSH). Wet CeO₂ slurry presents negligible inhalation risk in normal fab handling. However, dried slurry residue on equipment or spilled slurry allowed to dry presents a dust hazard — clean up wet slurry immediately using water wipe, never dry sweep.
pH 9–11 alkaline silica slurry has low acute hazard. Prolonged skin contact may cause mild irritation. Standard fab PPE (nitrile gloves, safety glasses) is adequate. No acute inhalation risk from wet slurry. Contains no regulated toxic components at use concentrations.
BTA in Cu CMP barrier slurry (50–300 ppm) has low acute toxicity but is classified as an aquatic environmental hazard due to its persistence in wastewater. BTA-containing slurry effluent requires treatment before discharge. Check local wastewater discharge regulations. Regulatory pressure in EU, Japan, and China is driving adoption of reduced-BTA formulations.
For slurry spills: contain with absorbent material (vermiculite or commercial spill kit — not paper that may react with H₂O₂); neutralize acidic slurry to pH 6–9 before disposal; collect abrasive-containing residue for treatment — do not flush particle slurry directly to storm drain. All slurry waste should route through the fab's CMP waste treatment system.
9. Waste Treatment & Environmental Compliance
CMP slurry waste is the highest-volume specialty chemical effluent stream in most advanced fab operations. A 300mm fab running 24/7 CMP production can generate 5,000–20,000 liters of slurry waste per day across all tool sets — containing suspended abrasive particles, dissolved metal ions (Cu²⁺, W, Ta, Fe), oxidizer residue, BTA, chelating agents, and pH buffer chemicals. Effective waste treatment is both an environmental regulatory requirement and increasingly a sustainability and cost objective as fabs pursue water reclamation and abrasive recovery programs.
Typical CMP Waste Treatment Sequence
- pH neutralization: Acidic W/Cu Step 1 effluent and alkaline oxide effluent are mixed and neutralized to pH 6–9 in an equalization tank before further treatment. pH adjustment reduces the chemical aggressiveness of the combined stream and initiates precipitation of metal hydroxides (Fe(OH)₃, Cu(OH)₂) from dissolved metal ion contaminants.
- Coagulation and flocculation: Aluminum sulfate or ferric chloride coagulants are added to destabilize colloidal abrasive particles, causing them to aggregate into settleable flocs. Anionic polymer flocculants (polyacrylamide) accelerate floc formation and improve settling rate. This step reduces total suspended solids (TSS) from the raw waste stream (>1,000 ppm) to <100 ppm in the clarified effluent.
- Sedimentation / clarification: Flocculated solids are allowed to settle in a lamella clarifier or inclined-plate settler, separating the clarified supernatant (for further treatment or direct discharge if within limits) from the abrasive-rich sludge (for further dewatering and solid waste disposal).
- Advanced treatment for Cu and BTA: Cu²⁺ in effluent from Cu CMP tools requires additional treatment to meet discharge limits (typically <0.5 mg/L Cu in China, EU, and Japan). Ion exchange or electrochemical reduction reduces dissolved Cu to specification. BTA removal requires either advanced oxidation (ozonation, UV/H₂O₂) or activated carbon adsorption — conventional biological treatment does not effectively degrade BTA.
- Sludge dewatering and disposal: Settled abrasive sludge is dewatered by filter press or centrifuge and disposed of as solid waste (classification as hazardous or non-hazardous waste depends on metal content and local regulations). Some fabs are developing silica abrasive recovery processes that regenerate and recycle silica abrasive from CMP sludge — a sustainability initiative that reduces both raw material cost and solid waste volume.
✅ China Discharge Regulations — Key Parameters for CMP Waste
Chinese national standard GB 8978 and the tighter local standards in Jiangsu, Guangdong, and Shanghai set CMP-relevant wastewater discharge limits including: pH 6–9; Cu ≤0.5 mg/L; total suspended solids ≤70–100 mg/L; COD ≤100–150 mg/L. Fab wastewater treatment systems must be designed to meet the most restrictive local standard applicable to the site. Jizhi Electronic Technology's Wuxi facility complies with Jiangsu provincial standards, which are among the most stringent in China for semiconductor wastewater discharge.
10. Pre-Use Quality Checklist
The following checklist consolidates the critical verification steps that should be performed before any CMP slurry lot is released to production. It is designed for fab QC teams and should be adapted to site-specific procedures and documentation systems.
| # | Check Item | Method | Pass Criterion | Fail Action |
|---|---|---|---|---|
| 1 | Certificate of Analysis (CoA) review | Document review | All QC parameters within spec; lot age within shelf life | Reject lot; contact supplier |
| 2 | Container physical inspection | Visual | No damage, no leaks, label intact, seal unbroken | Quarantine; photograph; reject if compromised |
| 3 | pH measurement | Calibrated pH electrode (±0.05) | Within ±0.15 of CoA value; within product spec window | Hold lot; re-measure; contact supplier if out-of-spec |
| 4 | LPC (>0.5 μm) | Accusizer 780 or PAMAS S4031 | ≤50 particles/mL (≤20/mL for sub-5nm applications) | Reject lot; do not load to distribution loop |
| 5 | Zeta potential | Malvern Zetasizer or equivalent | |ζ| >35 mV; within 5 mV of site baseline | Hold lot; check storage conditions; monitor for 24h; reject if trending toward IEP |
| 6 | H₂O₂ assay (Cu CMP lots only) | Permanganate titration or UV spectrophotometry | Within ±5% of CoA value | Reject lot; H₂O₂ loss indicates improper storage or lot age |
| 7 | Abrasive concentration (wt%) | TGA or gravimetric (every 5th lot or on CoA deviation) | Within ±0.3 wt% of specification | Reject lot if >10% below spec; contact supplier |
| 8 | Metal ICP-MS (Fe, Na, K, Cu, Ca) | ICP-MS on digested sample (quarterly or on concern) | All elements <5 ppb (<10 ppb for mature node) | Reject lot; escalate to supplier for root cause |
| 9 | POU filter ΔP check | In-line ΔP gauge reading | ΔP <2× baseline clean ΔP | Replace POU filter before loading new lot |
| 10 | Distribution loop temperature | Inline thermocouple or PT100 | 20–25°C (±2°C) | Investigate HVAC or heat exchanger fault before introducing slurry |
11. Frequently Asked Questions
What happens if CMP slurry is stored below freezing?
What filter pore size should be used for CMP slurry POU filtration?
How long does CMP slurry last once opened and loaded into the distribution loop?
Can CMP slurry be recirculated or recycled after use?
What materials should never be used in a CMP slurry distribution system?
Conclusion
CMP slurry handling is the final — and often underappreciated — determinant of whether the investment in high-quality slurry formulation translates into fab yield or is squandered in a degraded distribution system. The cold chain from manufacturer container to wafer surface requires disciplined engineering at every stage: absolute-rated POU filtration at the dispense arm, all-plastic wetted materials throughout the distribution loop, temperature control within the 20–25°C stability window, enforced POU age limits for each slurry type, and systematic pre-use QC verification that catches quality degradation before it reaches production wafers.
This article completes the Jizhi Electronic Technology Complete CMP Slurry Guide series. Explore the full series using the navigation below, or contact our technical team to discuss your specific CMP slurry requirements.