Dicing Blade Material Compatibility Chart Silicon SiC GaAs Sapphire and More
← Back to: Diamond Dicing Blades: The Complete Guide
No single dicing blade specification works across all substrate materials. The mechanical properties of the workpiece — hardness, brittleness, fracture toughness, and thermal conductivity — each impose specific requirements on bond type, diamond grit size, blade thickness, and cutting parameters. This reference guide maps every major substrate to its recommended blade strategy, with individual notes on the key challenges and process adjustments each material demands.
1. Why Material Properties Determine Blade Selection
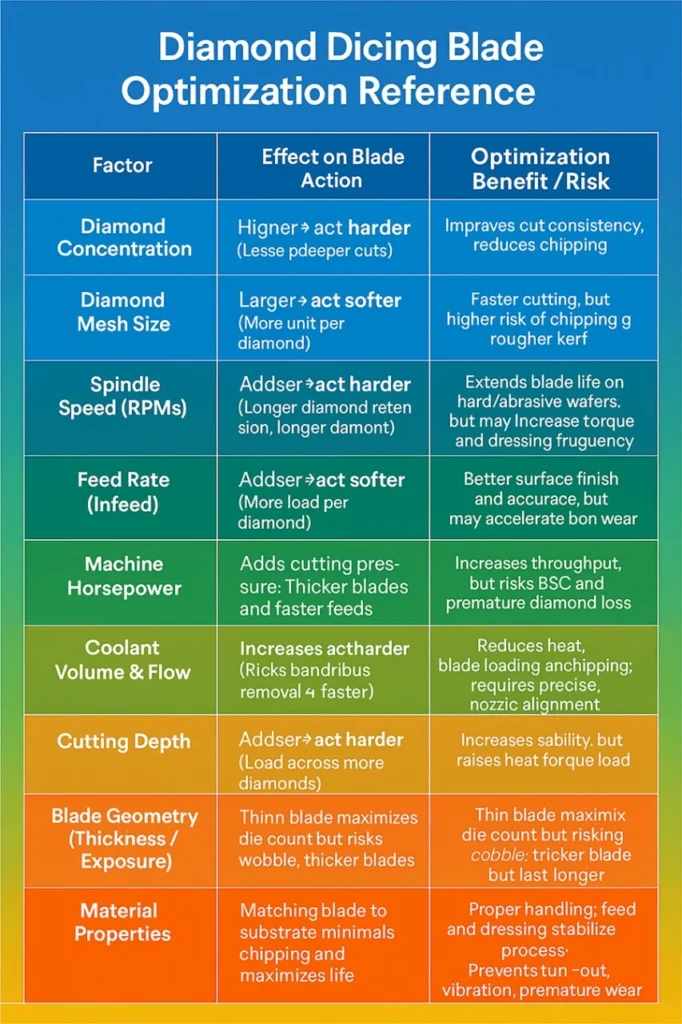
The dicing blade’s bond matrix must wear away at a rate that continuously exposes fresh, sharp diamond to the workpiece. This self-sharpening mechanism only functions correctly when there is an appropriate match between the hardness of the workpiece and the hardness of the bond matrix. A mismatch in either direction causes performance failure:
- Bond too hard for the material: The workpiece is not abrasive enough to erode the bond and expose fresh diamonds. The blade glazes — worn, polished grains remain at the surface, cutting forces escalate, and heat builds up. Chipping increases dramatically.
- Bond too soft for the material: The workpiece erodes the bond so aggressively that diamonds are shed before they have fully contributed their cutting potential. Blade life is extremely short, and kerf geometry becomes inconsistent.
Beyond bond hardness, material fracture toughness determines how much subsurface damage each diamond impact generates, and thermal conductivity affects how much heat builds up at the cutting zone. Both factors feed into grit size and coolant requirements. A complete overview of blade parameters and how to read a datasheet is provided in our blade specifications guide.
2. Master Compatibility Chart
| Material | Mohs Hardness | Primäre Herausforderung | Art der Anleihe | Grit Range | Typical Feed Rate |
|---|---|---|---|---|---|
| Silizium (Si) | 6.5 | Brittle; subsurface damage | Harz | #600–#2000 | 30–100 mm/s |
| Siliziumkarbid (SiC) | 9.5 | Extreme hardness; blade wear | Metal / Special Resin | #200–#600 | 1–8 mm/s |
| Galliumarsenid (GaAs) | 4.5 | Soft; cleavage; toxic swarf | Resin (soft) | #800–#2000 | 20–80 mm/s |
| Sapphire (Al₂O₃) | 9.0 | Very hard; high wear rate | Metal / Resin hybrid | #320–#800 | 3–15 mm/s |
| GaN on Sapphire / Si / SiC | ~8.5 | Layered structure; delamination | Resin / Electroformed | #600–#1200 | 5–30 mm/s |
| Borosilicate Glass | 6.0 | Micro-cracks; edge quality | Metal / Resin | #400–#1200 | 10–50 mm/s |
| Fused Silica / Quartz | 7.0 | Stress cracking; low toughness | Metall | #400–#800 | 5–30 mm/s |
| Alumina Ceramic (Al₂O₃) | 8.5–9.0 | Porosity; irregular wear | Metall | #200–#600 | 5–25 mm/s |
| LiNbO₃ / LiTaO₃ | 5.5 | Cleavage planes; thermal shock | Resin (soft, fine) | #1200–#2000 | 15–60 mm/s |
| Ferrite Ceramic | 5.5–6.5 | Porosity; chipping at grain boundaries | Harz | #600–#1500 | 10–40 mm/s |
| FR4 / Organic Laminate | — | Fibre pull-out; delamination | Metal (fine) | #200–#400 | 20–100 mm/s |
Note: Feed rates are indicative starting points. Actual process optimisation requires empirical characterisation on your specific equipment, blade formulation, and wafer stack configuration.
3. Silicon (Si)
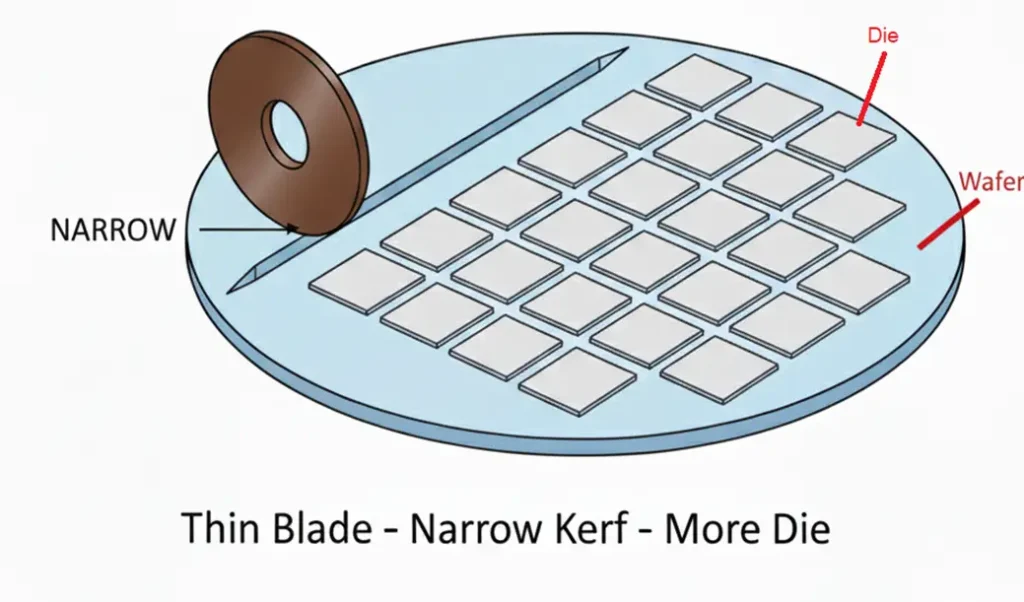
Silicon is by far the most widely diced substrate material, accounting for the majority of global wafer dicing volume. It is brittle with relatively low fracture toughness, which means diamond impact generates subsurface cracks that must be minimised to preserve die strength and reliability.
Recommended blade: Resin bond, grit #600–#2000 depending on chipping specification. Finer grit (#1200–#2000) for advanced nodes with tight chipping budgets. Thinner blades (0.030–0.080 mm) for dense layouts.
Key considerations: Spindle speed 30,000–50,000 RPM; feed rate 30–100 mm/s. Regular blade dressing maintains self-sharpening behaviour and prevents chipping escalation.
4. Silicon Carbide (SiC)
SiC is the substrate of choice for high-voltage, high-temperature power devices in EV inverters and industrial power supplies. At Mohs 9.5, it is the hardest commercially diced substrate material. Blade wear rates on SiC are typically 5–20× higher than on silicon, and feed rates must be dramatically reduced to manage heat and cutting force. A dedicated deep-dive on this material is provided in our SiC wafer dicing guide.
Recommended blade: Specialised metal bond or high-concentration resin bond specifically formulated for SiC. Standard Si blades are completely unsuitable. Diamond concentration C100 or above typically required.
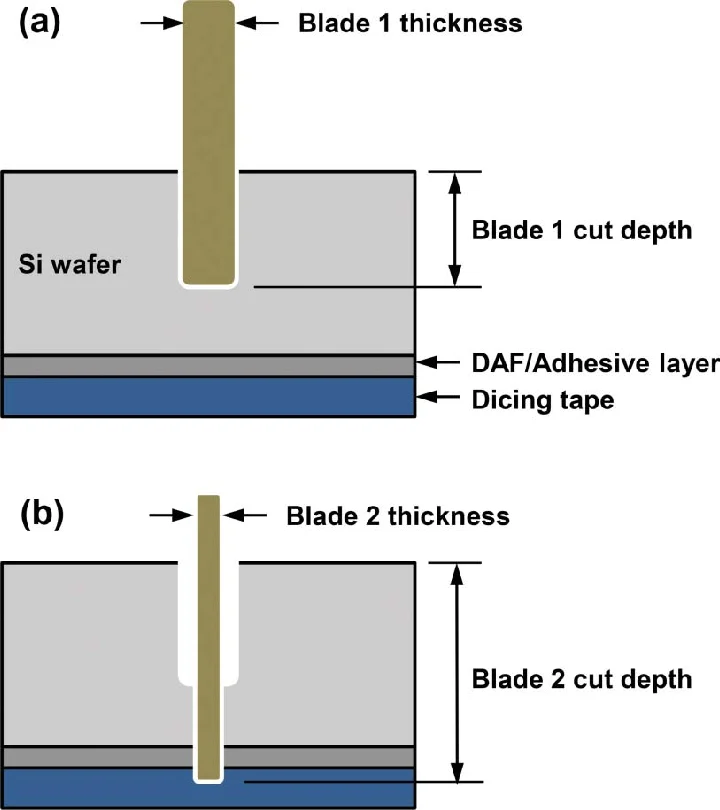
Key considerations: Feed rate 1–8 mm/s; aggressive coolant flow essential; monitor spindle load current as an indicator of blade glazing. Step-cut approach (coarser Z1 + finer Z2) can improve both throughput and surface quality.
5. Gallium Arsenide (GaAs)
GaAs is soft relative to silicon but extremely brittle, with pronounced cleavage planes along the {110} crystal direction. Cutting force must be minimised to avoid triggering cleavage fractures that propagate far beyond the intended kerf. Additionally, GaAs swarf contains arsenic compounds and requires appropriate coolant containment and waste treatment.
Recommended blade: Soft resin bond, fine grit (#1200–#2000). Blade must self-sharpen readily because GaAs is not hard enough to erode a medium or hard bond effectively.
Key considerations: Cut street width must be aligned with cleavage plane orientation to minimise off-axis fracture. Coolant flow must be adequate for arsenic swarf capture and containment.
6. Sapphire (Al₂O₃ Single Crystal)
Sapphire is widely used as a substrate for LED epitaxial growth (GaN-on-sapphire) and optical components. Its high hardness demands a blade capable of sustained cutting without rapid wear, while its relatively low fracture toughness means fine chipping is still a concern at die edges.
Recommended blade: Metal bond or resin-metal hybrid, grit #320–#800. High diamond concentration essential for reasonable blade life. Coolant with adequate lubricity reduces heat-induced subsurface cracking.
Key considerations: Sapphire has significant anisotropic hardness — cutting parallel vs. perpendicular to the c-axis orientation can require different parameters. Align cut direction with the lower-hardness crystal orientation where die layout permits.
7. Gallium Nitride (GaN) Epitaxial Wafers
GaN power and RF devices are typically produced on heterogeneous wafer stacks — GaN epitaxial layers on silicon, SiC, or sapphire substrates. The dicing blade must simultaneously cut through the GaN device layer and the substrate without delaminating the interface between them. Delamination at the GaN-substrate boundary is the primary failure mode specific to this material combination.
Recommended blade: Resin bond or electroformed nickel bond, grit #600–#1200. Lower feed rates reduce inter-layer shear stress. Step-cut approach with Z1 scribing through the GaN layer and Z2 completing the substrate cut can prevent delamination.
8. Glass and Quartz
Glass substrates are used in MEMS, optical sensors, display panels, and interposers. They have moderate hardness but low fracture toughness — making micro-crack propagation a significant concern that limits acceptable feed rates and grit coarseness. Fused silica and quartz are harder and more thermally sensitive than standard borosilicate glass, requiring additional care in coolant selection to prevent thermal shock cracking.
Recommended blade: Metal bond for long life on high-volume glass dicing; resin bond where surface quality is the primary requirement. Grit #400–#1200 depending on quality specification.
Key considerations: Coolant with good wetting and heat removal properties is important for fused silica. See our coolant guide for formulation recommendations.
9. Alumina and Technical Ceramics
Alumina (Al₂O₃) ceramic substrates are widely used in RF packages, power modules, and automotive electronics. Aluminium nitride (AlN) is used where high thermal conductivity is required. Both materials are hard, brittle, and porous at the microstructure level — porosity causes irregular blade wear and intermittent chipping at grain boundary pull-out sites.
Recommended blade: Metal bond, grit #200–#600. Higher diamond concentration to sustain cutting performance against the hard matrix. Regular dressing intervals to prevent loading in porous regions.
10. Lithium Niobate (LiNbO₃) and Lithium Tantalate (LiTaO₃)
These piezoelectric crystals are the substrate material for surface acoustic wave (SAW) filters used in smartphone RF front-ends. They are soft, have defined cleavage planes, and are highly sensitive to thermal shock — the latter making coolant selection and flow rate particularly important. They also exhibit pyroelectric behaviour, meaning temperature changes during dicing can generate surface charge that attracts contamination.
Recommended blade: Soft resin bond, fine grit (#1200–#2000). Very low cutting forces essential to avoid cleavage fractures. Anti-static coolant additives can help manage charge accumulation.
11. IC Packages and Organic Laminates
Package singulation requires cutting through heterogeneous stacks of copper, solder mask, FR4 laminate, and mould compound — materials with widely different properties. The primary quality concerns are copper burr formation on exposed pads, delamination at copper-laminate interfaces, and fibre pull-out from glass-reinforced laminates. For wettable QFN packages, copper burr on the wettable flank directly affects AOI pass rates and solder joint reliability. Our dedicated guide on QFN package dicing covers blade selection and parameter optimisation for these applications.
Recommended blade: Fine metal bond, grit #200–#400. Blade must simultaneously cut all layers without loading on the organic or copper material.
Looking for a Blade Specification for Your Substrate?
Jizhi Electronic Technology supplies dicing blades qualified for all major semiconductor and electronics substrates. Share your material, thickness, and street width and our application team will recommend the right blade.
Request a Blade Recommendation View Products12. Frequently Asked Questions
↩ Return to the full guide: Diamond Dicing Blades — The Complete Guide