Анализ основных процессов полировки и притирки подложек InP (фосфида индия)
Фосфид индия (InP), являющийся основным материалом полупроводников третьего поколения, занимает незаменимое место в таких областях, как оптическая связь, радар миллиметровых волн и квантовая связь, благодаря отличной подвижности электронов, широкой полосе пропускания и превосходным оптоэлектронным свойствам. Качество поверхности подложек InP напрямую определяет точность и надежность последующего эпитаксиального роста и изготовления устройств, а процессы полировки и притирки являются важнейшими этапами контроля этого основного параметра. Опираясь на многолетний практический опыт обработки полупроводниковых материалов, компания Gizhi Electronics предлагает систематический анализ ключевых процессов полировки и притирки подложек InP, а также соответствующих технологий и расходных материалов (полировальная суспензия InP/полировальные пады) для химико-механической полировки (CMP).
I. Процесс притирки: Создание основы для высокой точности
Основная цель процесса притирки - быстрое удаление поврежденного резанием слоя с поверхности подложки, исправление отклонений геометрической формы и создание плоской, однородной поверхности для последующей полировки. Точный контроль параметров процесса напрямую влияет на эффективность притирки и плоскостность поверхности. Благодаря всесторонней проверке процесса компания Gizhi Electronics разработала зрелую систему притирки.
1. Выбор основного оборудования
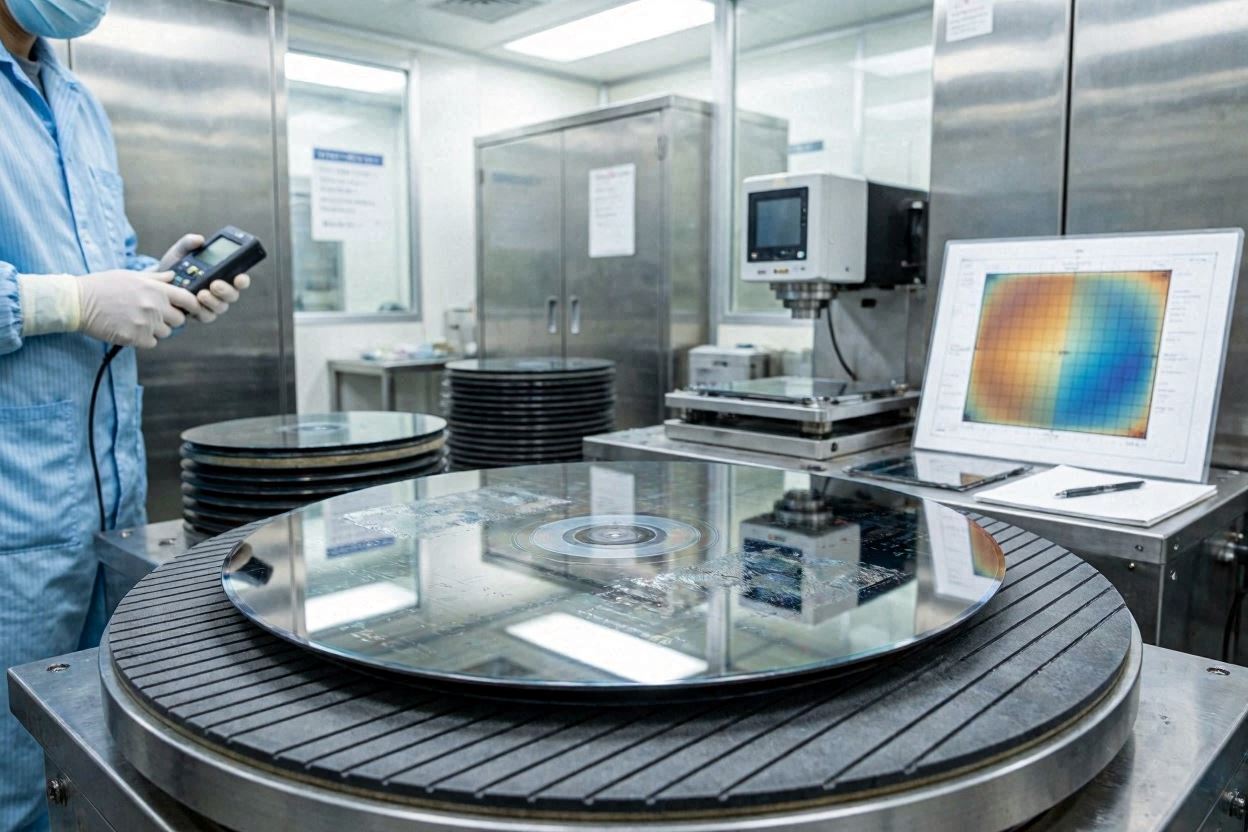
Двухсторонние планетарные притирочные машины / оборудование для химико-механической полировки (CMP) широко используются в промышленном производстве. Это оборудование заставляет подложки InP, помещенные в держатели, совершать составные движения за счет встречного планетарного движения верхней и нижней пластин, обеспечивая равномерное распределение усилия и достаточную притирку по всем участкам пластины и эффективно предотвращая коробление краев, характерное для односторонней ленточной притирки. Точность шпинделя и калибровка параллельности притирочных пластин являются необходимыми условиями для обеспечения качества притирки. Компания Gizhi Electronics внедряет систему регулярной калибровки оборудования для поддержания точности работы в пределах ±0,001 мм.
2. Контроль ключевых параметров процесса
Подбор параметров притирки - это ключ к достижению “эффективного удаления повреждений + низкий уровень остаточных повреждений”. Учитывая высокую хрупкость и склонность InP к растрескиванию, компания Gizhi Electronics оптимизировала следующие диапазоны ключевых параметров:
① Давление притирки: Оптимальный диапазон: 150-180 Н. Недостаточное давление приводит к низкой эффективности притирки и неполному удалению поврежденного резанием слоя, а чрезмерное давление может вызвать такие дефекты, как трещины в плоскости кристалла и сколы кромок поверхности. Для тонких подложек (толщина < 100 мкм) давление должно быть снижено до 120-150 Н.
② Скорость вращения притирочной пластины: Скорость вращения нижней пластины регулируется на уровне 4-8 об/мин, а соотношение скоростей верхней и нижней пластин составляет 1:1,2. Более низкие скорости уменьшают тепловое трение между пластиной и притирочной плитой, предотвращая окисление поверхности InP под воздействием высоких температур. Соотношение скоростей обеспечивает равномерную траекторию притирки и уменьшает волнистость поверхности.
③ Размер частиц абразива: Предпочтительно использовать абразивный порошок из глинозема (Al₂O₃) с D50% 4-12 мкм. Слишком крупные частицы могут привести к глубоким царапинам на поверхности, а слишком мелкие значительно снижают скорость удаления. Компания Gizhi Electronics использует отсортированный и просеянный абразивный порошок, чтобы обеспечить отклонение гранулометрического состава ≤10%.
3. Рецептура и поставка притирочной суспензии
Притирочная суспензия состоит из воды, глиноземного абразива, суспендирующих веществ и небольшого количества pH-корректора. Абразив Al₂O₃ выбирается в виде высокочистых частиц (чистота ≥99,9%) размером 400-600 меш, чтобы минимизировать загрязнение примесями. Суспендирующие агенты, такие как поливиниловый спирт (ПВС) или карбоксиметилцеллюлоза (КМЦ), используются для обеспечения равномерной дисперсии абразива и предотвращения неравномерной притирки из-за оседания. Система подачи жидкости под постоянным давлением подает суспензию со стабильной скоростью 500-800 мл/мин, обеспечивая постоянное увлажнение зоны притирки и оперативный отвод остатков притира и тепла.

4. Вспомогательный процесс предварительного травления
Для изготовления подложек InP высокой твердости компания Gizhi Electronics применяет инновационный комбинированный процесс “химическое предварительное травление + механическая притирка”. Поверхность подложки подвергается мягкому травлению смешанным раствором бромистоводородной кислоты, фосфорной кислоты, соляной кислоты и уксусной кислоты (объемное соотношение 3:2:1:1), в результате чего образуется пористая “трабекулярная” структура. Эта структура снижает твердость по шкале Мооса более чем на 30% по сравнению с исходным InP, значительно повышая эффективность притирки и эффективно предотвращая распространение царапин во время притирки. Время предварительного травления строго контролируется и составляет 30-60 секунд, после чего сразу же следует промывка чистой водой, чтобы избежать остаточной кислоты, вызывающей коррозию границ зерен.
II. Процесс полировки: Достижение зеркальной поверхности
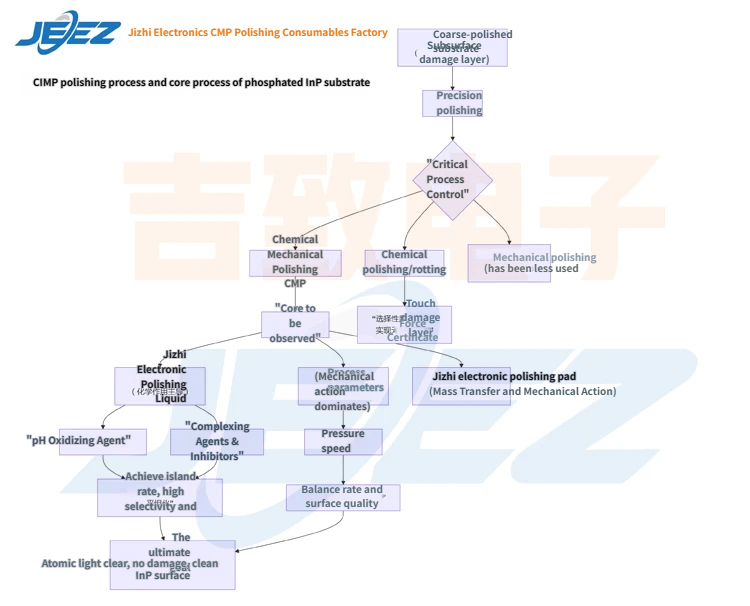
Процесс полировки является критическим этапом для устранения остаточных повреждений от притирки и достижения атомарно ровной поверхности. Его основной механизм включает в себя синергетическое действие “химическая коррозия + механическое удаление”: окислитель в полировальной суспензии вступает в химическую реакцию с поверхностью InP, образуя растворимые фосфатные соединения, которые затем механически удаляются полировальной площадкой и коллоидными частицами кремнезема (SiO₂) в результате трения. Этот цикл повторяется, чтобы очистить поверхность. Gizhi Electronics использует трехступенчатый процесс полировки - грубую, среднюю и тонкую полировку - для постепенной оптимизации качества поверхности.
1. Поэтапный процесс: Трехступенчатая полировка
| Этап полировки | Основная цель | Выбор полировального круга | Конфигурация полировального шлама | Параметры процесса |
|---|---|---|---|---|
| Грубая полировка | Быстрое устранение царапин притиранием, начало зеркальной обработки | Полиуретановый/твердый полировальный диск (твердость по Шору D ~50) | Коллоид SiO₂ (100-150 нм) + перхлоратный окислитель (эффективный хлор 8-10%), pH=10-11 | Давление: 80-100 Н, скорость: 10-15 об/мин, время: 15-20 мин. |
| Средняя полировка | Исправление плоскостности, уменьшение волнистости | Полиуретановый/нетканый/композитный коврик (твердость по Шору D ~40) | Коллоид SiO₂ (50-80 нм) + пероксид водорода (3-5%), pH=9-10 | Давление: 50-70 Н, скорость: 8-12 об/мин, время: 10-15 мин. |
| Тонкая полировка | Устранение микродефектов, достижение плоскостности на атомном уровне | Суба/демпферная ткань для тонкой полировки (твердость по Шору D ~30) | Коллоид SiO₂ (20-40 нм) + пероксид водорода (1-2%), pH=8-9 | Давление: 30-50 Н, скорость: 5-8 об/мин, время: 20-25 мин. |
2. Критическое соответствие шлама и подложки CMP
Высокая химическая стабильность InP обусловливает необходимость использования щелочных полировальных растворов на основе кремнезема для усиления химической коррозии. Выбор окислителя особенно важен: перхлораты, обладающие хорошей растворимостью и потенциалом окисления, быстро образуют реакционный слой при грубой полировке, в то время как перекись водорода на стадии тонкой полировки позволяет контролировать скорость окисления для предотвращения чрезмерной коррозии. При выборе полировальных падов необходимо соблюдать баланс между “скоростью удаления” и “повреждением поверхности”: более жесткие рифленые пады повышают эффективность грубой полировки, а более мягкие замшевые пады минимизируют механические повреждения при тонкой полировке. Благодаря индивидуальному подбору текстуры поверхности полировальных падов компания Gizhi Electronics достигает оптимального баланса между скоростью удаления и качеством поверхности на каждом этапе.

3. Полировочная среда и контроль последующей обработки
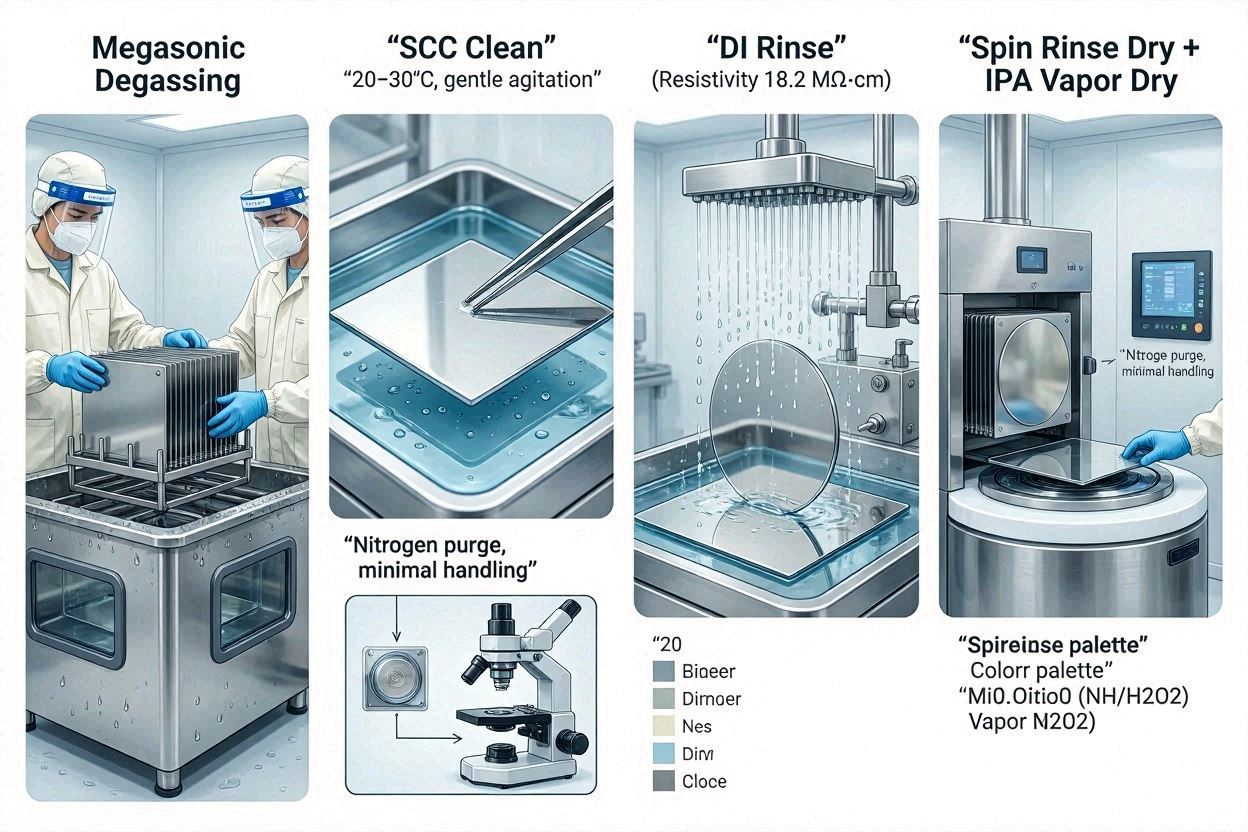
Полировка должна проводиться в чистом помещении класса 1000 для предотвращения вторичного загрязнения твердыми частицами, находящимися в воздухе. После полировки сразу же применяется трехступенчатый процесс очистки - ”Ультразвуковая очистка + Мегазвуковая очистка + Отжимная сушка”: сначала ультразвуковая очистка с нейтральным моющим средством при 50°C в течение 10 минут для удаления остатков шлама; затем мегазвуковая очистка (частота 1 МГц) для удаления прилипших микрочастиц; и, наконец, отжимная сушка при 1000 об/мин в течение 5 минут для обеспечения чистоты поверхности от водяных знаков.