Types of Dicing Blades Resin vs Metal vs Nickel Bond Explained
← Back to: Diamond Dicing Blades: The Complete Guide
Selecting the wrong bond type for your dicing application is one of the most common — and costly — mistakes in semiconductor back-end processing. A resin bond blade on a quartz substrate will wear through in minutes; a metal bond blade on GaAs will generate chipping that destroys entire wafer lots. This guide explains exactly how each bond type works, what materials each excels at, and how to make the right choice for your specific process.
1. The Fundamentals of Diamond Bond Systems
Every dicing blade is built around the same basic architecture: synthetic diamond abrasive particles suspended within a binding matrix that holds them at the blade’s cutting rim. The matrix — the “bond” — is not merely structural. It plays an active role in the cutting process by controlling how quickly worn diamond grains are released and how rapidly new, sharp grains are exposed. This behaviour, known as self-sharpening, is the central performance variable that distinguishes bond types from one another.
The ideal bond for any given application wears away at precisely the rate needed to keep fresh diamond continuously exposed without sacrificing dimensional stability or blade life. Too hard a bond retains worn, polished diamonds that can no longer cut efficiently — a condition called glazing. Too soft a bond sheds diamonds before they have fully contributed their abrasive potential, shortening blade life unnecessarily.
Three distinct bond chemistries have emerged as the industry standards for dicing applications, each optimised for different regions of the material hardness spectrum: resin bond, metal bond, 和 nickel bond (electroformed). Understanding their differences is the foundation of every good blade selection decision — a topic we cover comprehensively in our complete dicing blade guide.
2. Resin Bond Dicing Blades
Construction and Mechanism
Resin bond blades use a thermosetting polymer matrix — typically a phenolic or polyimide resin — to encapsulate diamond particles. The polymer binder is significantly softer than metallic alternatives, which gives resin bond blades their defining characteristic: aggressive self-sharpening behaviour. As the blade contacts a hard, brittle substrate, the bond matrix wears away relatively quickly, continuously shedding dulled diamonds and exposing fresh, sharp cutting surfaces.
This mechanism makes resin bond blades the natural choice for hard, brittle materials — substrates where the workpiece is hard enough to erode the soft resin matrix at the appropriate rate. If the material is too soft, the bond does not wear fast enough, glazing occurs, and cutting forces escalate dramatically.
Performance Characteristics
- Self-sharpening: Excellent — continuous fresh diamond exposure during cutting
- Cutting forces: Lower than metal bond on hard, brittle substrates
- Surface finish: Superior — finer micro-fracture pattern produces lower chipping on Si and GaAs
- Blade life: Moderate — shorter than metal bond on equivalent applications
- Dimensional stability: Good for standard applications; may deform under high lateral load
- Dressing frequency: Lower than metal bond — self-sharpening reduces loading tendency
Ideal Applications
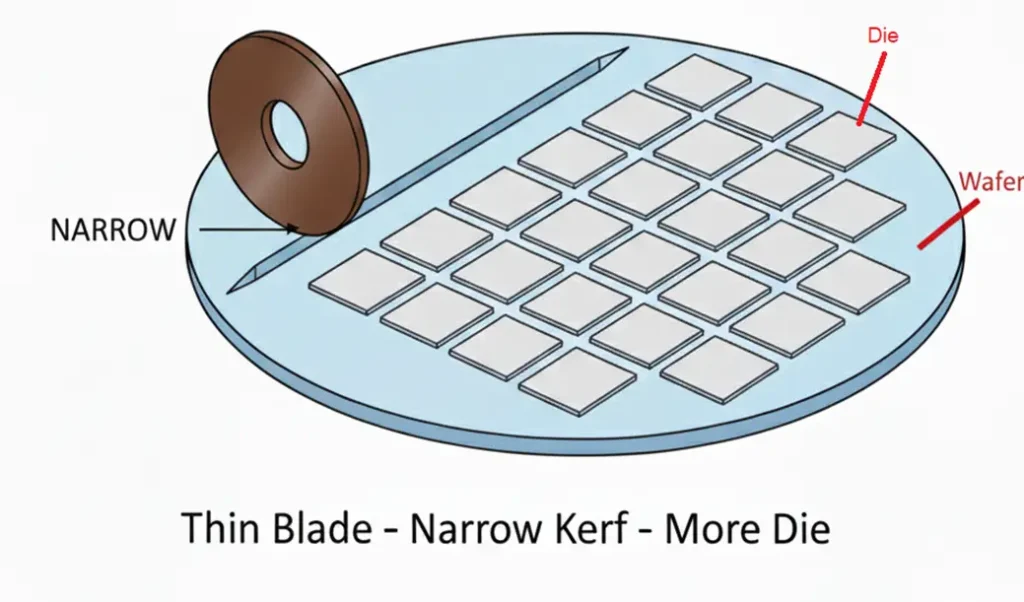
- Silicon (Si) wafers — the most common dicing application globally
- Gallium arsenide (GaAs) — soft, brittle; requires gentle cutting action
- Lithium niobate (LiNbO₃) and lithium tantalate (LiTaO₃) — SAW filter substrates
- Ferrite ceramics — magnetic components
- Gallium nitride on silicon (GaN-on-Si) epitaxial wafers
- Soft-to-medium hardness ceramics
3. Metal Bond Dicing Blades
Construction and Mechanism
Metal bond blades are manufactured through a powder metallurgy sintering process. Diamond particles are mixed with a metallic powder — typically a copper-tin, bronze, cobalt, or iron alloy — and hot-pressed under high pressure and temperature to form a dense, hard matrix. The resulting bond is significantly harder and more wear-resistant than resin, which translates directly into longer blade life and better dimensional stability over extended cutting runs.
The trade-off is reduced self-sharpening. Because the metallic matrix resists wear, worn diamond grains are retained longer before being shed. On hard, abrasive workpiece materials, the workpiece itself provides enough abrasive action to erode the bond at an appropriate rate. On softer materials, however, the bond wears too slowly, leading to glazing and loading — the primary failure modes of metal bond blades used outside their intended material range.
Performance Characteristics
- Self-sharpening: Low — requires periodic dressing on many applications
- Blade life: Long — the primary economic advantage of metal bond
- Dimensional stability: Excellent — maintains tight kerf tolerances over long runs
- Cutting forces: Higher than resin on hard substrates unless well-dressed
- Loading resistance: Moderate — susceptible to loading on ductile or resinous materials
- Dressing frequency: Higher — regular dressing essential to maintain performance
Ideal Applications
- Glass (borosilicate, BK7, fused silica) — optical and display industry
- Quartz substrates — frequency control devices
- Alumina ceramics (Al₂O₃) — substrate and package dicing
- Silicon carbide (SiC) — with specialised high-concentration formulations; see our SiC dicing guide
- Sapphire (Al₂O₃ single crystal) — LED substrate singulation
- PCB and ceramic multilayer packages
4. Nickel Bond (Electroformed) Dicing Blades
Construction and Mechanism
Electroformed nickel bond blades are produced by an entirely different manufacturing route. A mandrel is coated with diamond particles, and nickel is then electrodeposited around the diamonds to build up a thin, precise cutting rim. The electroforming process allows extremely tight control over blade thickness — down to 0.015 mm — and produces a single layer of diamond abrasive rather than the multi-layer matrix found in resin and metal bond blades.
Because the diamond layer is only one grain thick, there is no self-sharpening in the conventional sense — once the diamond layer is consumed, the blade has reached end of life and cannot be redressed. However, the single-layer architecture means that blade exposure geometry is extremely consistent throughout service life, and lateral runout is typically lower than sintered blade types, making electroformed blades ideal for applications demanding very fine kerf widths and superior geometry control.
Performance Characteristics
- Minimum blade thickness: Down to 0.015 mm — thinnest of all bond types
- Kerf width consistency: Excellent — single-layer diamond maintains uniform exposure
- Lateral runout: Very low — critical for fine-pitch applications
- Blade life: Fixed — determined by single diamond layer; cannot be redressed
- Cost per blade: Higher than resin or metal — justified by fine-pitch performance
- RPM limits: Strict maximum RPM ratings must not be exceeded (risk of blade bursting)
Ideal Applications
- QFN, BGA, and CSP package singulation — fine kerf, low burr requirements; see our QFN dicing guide
- LED wafer singulation — thin blades minimise material loss on expensive epitaxial wafers
- Flip-chip dicing — tight die pitch demands fine kerf control
- MEMS device singulation — fragile structures require minimal cutting forces
- Optical components — where kerf geometry directly affects optical performance
5. Side-by-Side Comparison
- Soft polymer matrix
- Excellent self-sharpening
- Superior surface finish on Si and GaAs
- Moderate blade life
- Low dressing frequency
- Thickness: ~0.04 mm and up
- Sintered metallic matrix
- Low self-sharpening
- Long blade life
- Excellent dimensional stability
- Regular dressing required
- Thickness: ~0.05 mm and up
- Electrodeposited single layer
- No redressing possible
- Thinnest blades available
- Lowest lateral runout
- Fixed service life
- Thickness: 0.015–0.10 mm
| 参数 | 树脂粘结 | 金属键 | Nickel Bond |
|---|---|---|---|
| Self-sharpening | 优秀 | 低 | N/A (single layer) |
| Blade life | 中度 | 长 | Fixed |
| Minimum thickness | ~0.04 mm | ~0.05 mm | 0.015 mm |
| Chipping on Si | Very low | 中度 | 低 |
| Loading tendency | Low–moderate | Moderate–high | 低 |
| Redressable | Yes | Yes | No |
| Relative cost per blade | 中型 | Medium–High | 高 |
| Primary materials | Si, GaAs, LiNbO₃ | Glass, quartz, Al₂O₃, SiC | QFN, LED, flip-chip |
6. How to Choose the Right Bond Type
Bond selection follows a logical decision process based on three primary variables: workpiece material hardness, required kerf width, and the relative priority of blade life versus cut quality. Work through the following questions in order:
-
What is the hardness of your substrate?
Hard and brittle (Si, GaAs, LiNbO₃): start with resin bond.
Very hard (SiC, sapphire, alumina): consider metal bond or specialised resin.
Soft or ductile (organics, copper-filled laminates): metal bond with regular dressing. -
What kerf width does your die layout require?
Street width below 50 µm: electroformed nickel bond only.
50–120 µm: resin or thin metal bond depending on material.
Above 120 µm: all three types viable — optimise for blade life and surface finish. -
Is blade life or cut quality the higher priority?
High throughput or cost-per-cut focus: metal bond for eligible materials.
Tight chipping spec or yield-sensitive applications: resin bond for brittle substrates. -
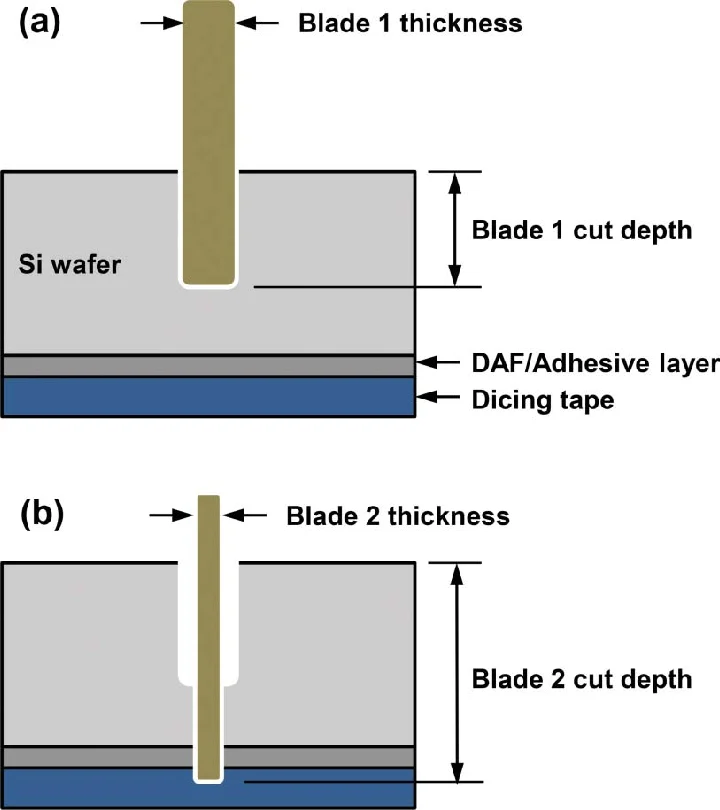
Does the application require step-cutting (dual-spindle)?
Z1 wider first pass: typically resin or metal bond.
Z2 thin final singulation: often electroformed nickel for minimum back-side chipping.
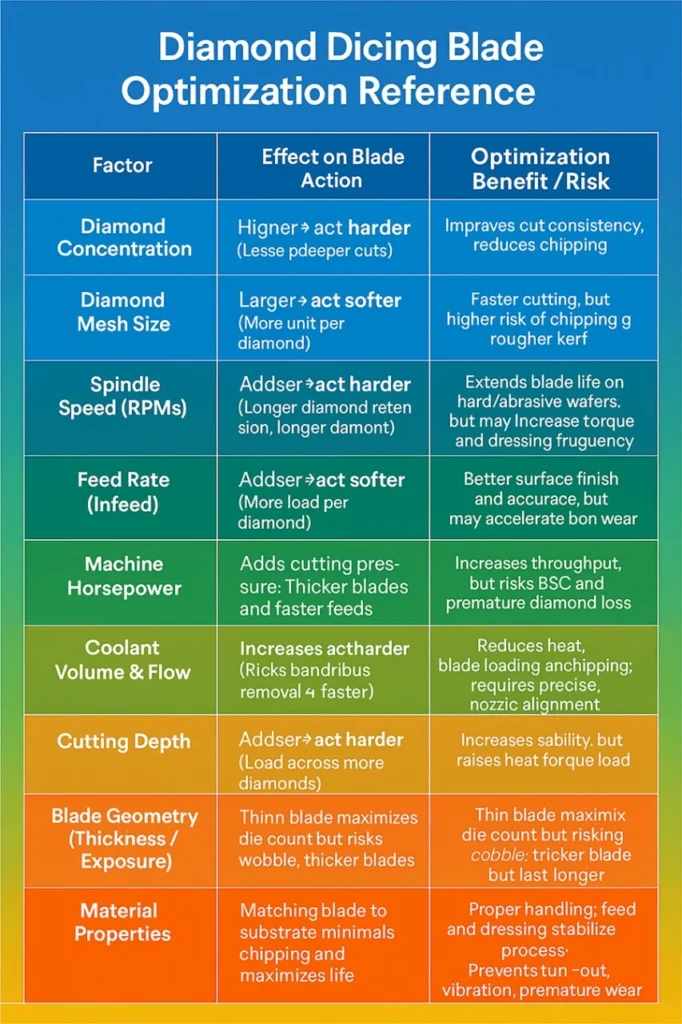
For a detailed parameter reference covering grit size, OD, and blade exposure alongside bond type, see our dicing blade specifications guide. For substrate-specific recommendations, consult the material compatibility chart.
7. Common Bond Selection Mistakes
| 错误 | Symptom | Correct Approach |
|---|---|---|
| Using standard metal bond on SiC | Rapid glazing, escalating spindle load, catastrophic chipping | Use SiC-specific metal bond or specialised resin bond formulation |
| Using resin bond on glass | Extremely short blade life, poor kerf quality | Switch to metal bond; glass is too soft to self-sharpen resin bond adequately |
| Using metal bond on GaAs without dressing | Large chips, glazing, wafer loss | Use soft resin bond; if metal bond required, dress very aggressively before first cut |
| Using electroformed blade beyond RPM limit | Blade bursting — catastrophic equipment and wafer damage | Always verify RPM rating on blade datasheet; never exceed stated maximum |
| Applying one bond type across multiple substrates | Inconsistent quality across product lines | Qualify separate blade specifications per substrate; do not assume cross-compatibility |
For a deeper look at how bond type interacts with blade loading and glazing failure modes, our articles on dicing blade loading 和 dicing blade chipping provide actionable diagnostic frameworks.
Not Sure Which Bond Type Is Right for Your Application?
Jizhi Electronic Technology manufactures resin bond, metal bond, and nickel bond dicing blades across a wide range of grit sizes and thicknesses. Our engineering team can recommend the optimal specification for your substrate and dicing saw.
Request a Free Recommendation Browse Our Blade Range8. Frequently Asked Questions
↩ Return to the full guide: Diamond Dicing Blades — The Complete Guide