Dicing Blade Loading What It Is and How to Fix It
← Back to: Diamond Dicing Blades: The Complete Guide
Blade loading is one of the most misdiagnosed failure modes in wafer dicing. Because its symptoms — rising chipping, increasing spindle load, and deteriorating cut quality — overlap with glazing and normal end-of-life blade wear, engineers often apply the wrong fix. Understanding the mechanism of loading, how to distinguish it from glazing, and how to prevent it saves both blade cost and wafer yield.
1. What Is Blade Loading?
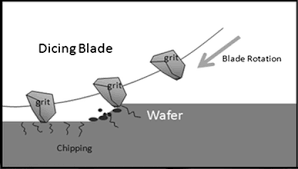
Blade loading occurs when cut debris — swarf from the workpiece, bond matrix fragments, or tape adhesive — becomes compacted into the spaces between diamond grains in the blade’s cutting rim. This debris partially or fully buries the protruding diamond grains, blocking them from making effective contact with the workpiece.
The mechanism is mechanical blockage rather than diamond wear. Unlike glazing, where the diamonds themselves become polished and blunt, a loaded blade still has sharp diamond grains — they are simply buried under compacted debris. This distinction matters because the corrective actions for loading and glazing are similar (dressing) but the root causes and prevention strategies are completely different.
Loading typically occurs when one or more of the following conditions are present: the workpiece material is too soft for the blade’s bond hardness (the bond does not wear fast enough to shed debris-trapping pores); swarf flushing is inadequate; or cutting temperatures are high enough to cause partial remelting or sintering of cut debris onto the blade surface.
2. Loading vs Glazing: How to Tell Them Apart
| Characteristic | Loading | Glazing |
|---|---|---|
| Diamond grains | Sharp but buried in debris | Exposed but polished flat — no cutting edges |
| Blade rim appearance | Discoloured, smoky, or debris-coated surface | Shiny, mirror-like rim surface |
| Onset speed | Often sudden — can occur within a single wafer | Gradual — builds over multiple wafers or blade life |
| Spindle load | Elevated; often with audible change (higher pitch) | Elevated; increase is typically gradual |
| Chipping pattern | Rough, irregular chips; variable size | Chips progressively larger and more uniform |
| Response to dressing | Immediate recovery — debris removed, diamonds re-exposed | Recovery after dressing, but recurs at same rate unless cause addressed |
| Primary cause | Bond too hard for material; poor swarf flushing | Bond too hard for material; normal end-of-diamond-life wear |
3. Recognising Loading in Production
Blocked diamond grains require more force to displace material, increasing motor current. A spike rather than gradual rise suggests loading.
A loaded blade produces a higher-frequency cutting sound compared to a sharp blade. Often described as a “scraping” or “squealing” tone.
Loading typically causes rapid-onset chipping within the current wafer or within a few wafers — unlike glazing’s gradual trend.
Buried diamond grains protrude less, reducing the effective cutting width. Kerf width narrows perceptibly when loading is severe.
Post-cut inspection shows a dark, smoky, or debris-coated blade rim surface rather than the clean diamond-exposed surface of a sharp blade.
Severely loaded blades may fail to achieve full-depth singulation or leave smeared material on die surfaces instead of clean fracture edges.
4. Root Causes of Blade Loading
Bond Too Hard for the Workpiece Material
The most fundamental cause of loading. If the bond matrix is harder than the workpiece material demands, the workpiece does not erode the bond fast enough to continuously open fresh channels around the diamond grains. Swarf accumulates in the matrix pores between grains and becomes compacted over successive cuts. This is particularly common when a metal bond blade — designed for hard ceramics or glass — is used on softer materials like organic laminates or softer ceramics.
Inadequate Coolant Flushing
Coolant has a critical swarf-flushing role. When flow rate is insufficient, nozzles are blocked, or coolant surface tension is too high to penetrate the narrow kerf effectively, swarf is not cleared promptly. It instead accumulates in the kerf and is repeatedly re-contacted by the blade, packing into the matrix surface. Adding a surfactant-based coolant additive reduces surface tension and dramatically improves swarf suspension and removal.
Tape Adhesive Pickup
When blade exposure is set too deep, the blade cuts through the dicing tape and contacts the adhesive layer beneath. Tape adhesive is a tacky, viscoelastic material that adheres to diamond grains and bond surfaces readily, clogging the blade in a single deep pass. Adhesive loading is identifiable by a distinctive sticky or gummy appearance on the blade rim after removal.
High Cutting Temperature
At elevated temperatures — caused by insufficient coolant, excessive feed rate on hard materials, or glazing-driven force escalation — some swarf types undergo partial sintering or remelting onto the blade surface. Silicon and compound semiconductor swarf can partially bond to the blade rim at high temperatures, creating a hard-to-remove debris layer that standard dressing passes cannot fully clear. The solution is to address the underlying heat source (coolant, feed rate) rather than attempting to dress away thermally bonded debris.
5. How to Fix a Loaded Blade
- Stop production cutting at the end of the current wafer. Do not continue cutting a loaded blade.
- Load a dresser board appropriate for the blade’s bond type. For resin bond blades, a silicon dresser board is standard; for metal bond blades, use an alumina board. Full dressing procedure is detailed in our dressing tutorial.
- Execute 5–10 dress passes at standard dressing parameters (same RPM as production; feed rate 10–30 mm/s; cut depth 10–15 µm per pass into dresser). For adhesive loading, use more aggressive dressing (deeper per pass, more passes) to clear the sticky layer.
- Inspect the blade rim after dressing. The surface should show exposed diamond grains against the bond matrix — clean of debris deposits. If significant debris remains, apply additional dress passes.
- Perform a kerf check on scrap material before resuming production. If chipping is within specification, resume cutting. If chipping remains elevated, the blade may have sustained damage during the loading event and should be replaced.
6. Prevention Strategies
- Match bond hardness to material: Use the material compatibility chart to verify that the bond type is appropriate for the workpiece hardness. A bond softer than the maximum recommended for the material is more loading-resistant than a harder alternative.
- Use a surfactant coolant additive: Reducing coolant surface tension dramatically improves swarf flushing efficiency in the narrow kerf. This is one of the highest-ROI process changes available for loading-prone applications.
- Verify blade exposure setting: Measure tape thickness and set exposure to wafer + tape + 0.05 mm clearance only. Do not add unnecessary extra clearance that takes the blade deeper into tape adhesive territory.
- Monitor spindle load continuously: Set a spindle load action limit at 115–120% of the established baseline. When this limit is crossed, interrupt cutting and dress before loading becomes severe.
- Increase coolant flow rate: If loading recurs despite correct bond selection and coolant additive use, increase nozzle flow rate to 1.5–2.0 L/min and verify nozzle alignment is directed at the blade–workpiece interface.
7. Material-Specific Loading Behaviour
| Material | Loading Tendency | Primary Cause | Prevention Focus |
|---|---|---|---|
| Organic laminate (FR4, EMC) | Alta | Polymer debris clogs pores; bond too hard | Use fine metal bond; high coolant flow; frequent dressing |
| GaAs | Moderate | Soft material with hard bond; debris accumulation | Soft resin bond; surfactant coolant; regular dressing |
| Silicio | Low–moderate | Fine Si swarf at high feed rates | Surfactant coolant; dress on chipping trigger |
| SiC | Low (glazing more common) | Hard material; bond glazes before loading | Frequent dressing; high coolant flow |
| Tape adhesive pickup | Application-specific | Excessive blade exposure depth | Verify exposure setting; do not over-penetrate tape |
Loading frequently co-occurs with chipping escalation — a loaded blade produces chipping through the same high-force mechanism as a glazed blade. If your chipping diagnostic points to elevated cutting forces but dressing does not fully resolve the issue, review the loading prevention checklist above. The full chipping diagnostic framework is in our chipping troubleshooting guide.
Loading Problems? We Can Help.
Jizhi Electronic Technology supplies dicing blades matched to substrate hardness and process conditions to minimise loading susceptibility. Contact our application team for a blade and coolant recommendation for your specific material and saw platform.
Get a Recommendation View Dicing BladesFrequently Asked Questions
↩ Return to the full guide: Diamond Dicing Blades — The Complete Guide