Analyse des principaux procédés de polissage et de rodage pour les substrats en InP (phosphure d'indium)
Le phosphure d'indium (InP), matériau central de la troisième génération de semi-conducteurs, occupe une position irremplaçable dans des domaines de pointe tels que les communications optiques, les radars à ondes millimétriques et les communications quantiques, en raison de son excellente mobilité électronique, de sa large bande interdite et de ses propriétés optoélectroniques supérieures. La qualité de la surface des substrats d'InP détermine directement la précision et la fiabilité de la croissance épitaxiale ultérieure et de la fabrication des dispositifs, les processus de polissage et de rodage étant les étapes critiques du contrôle de cette mesure fondamentale. S'appuyant sur des années d'expérience pratique dans le traitement des matériaux semi-conducteurs, Gizhi Electronics propose une analyse systématique des principaux processus de polissage et de rodage des substrats InP, ainsi que des technologies et des consommables connexes (boues de polissage InP/pads de polissage) pour le polissage mécano-chimique (CMP).
I. Le processus de rodage : Poser les bases de la haute précision
L'objectif principal du processus de rodage est d'éliminer rapidement la couche endommagée par la coupe de la surface du substrat, de corriger les écarts de forme géométrique et de fournir une base de surface plane et uniforme pour le polissage ultérieur. Le contrôle précis des paramètres du processus a un impact direct sur l'efficacité du rodage et la planéité de la surface. Grâce à une validation approfondie du processus, Gizhi Electronics a mis au point un système de processus de rodage éprouvé.
1. Sélection de l'équipement de base
Les machines de rodage planétaire double face et les équipements de polissage mécano-chimique (CMP) sont couramment utilisés dans la production industrielle. Ces équipements entraînent les substrats InP placés sur des supports à effectuer des mouvements composés grâce au mouvement planétaire contrarotatif des plateaux supérieur et inférieur, ce qui garantit une distribution uniforme de la force et un rodage suffisant sur toutes les zones de la plaquette et évite efficacement les problèmes de gauchissement des bords, fréquents dans le rodage à bande unilatéral. La précision de la broche et le calibrage du parallélisme des plateaux de rodage sont des conditions préalables pour garantir la qualité du rodage. Gizhi Electronics met en œuvre un système d'étalonnage régulier pour l'équipement afin de maintenir la précision opérationnelle à ±0,001 mm.
2. Contrôle des paramètres clés du processus
L'adaptation des paramètres de rodage est essentielle pour obtenir une “élimination efficace des dommages et une réduction des dommages résiduels”. Compte tenu de la grande fragilité de l'InP et de sa susceptibilité à la fissuration, Gizhi Electronics a optimisé les plages de paramètres clés suivantes :
① Pression de rodage : Plage optimale : 150-180 N. Une pression insuffisante entraîne une faible efficacité du rodage et une élimination incomplète de la couche endommagée par la coupe, tandis qu'une pression excessive peut provoquer des défauts tels que des fissures dans le plan cristallin et l'écaillage des bords de la surface. Pour les substrats minces (épaisseur < 100 µm), la pression doit être réduite à 120-150 N.
② Vitesse du plateau de rodage : La vitesse de la plaque inférieure est contrôlée à 4-8 tours/minute, avec un rapport de vitesse entre la plaque supérieure et la plaque inférieure de 1:1,2. Les vitesses inférieures réduisent la chaleur de friction entre la plaquette et le plateau de rodage, évitant ainsi l'oxydation de la surface de l'InP due à des températures élevées. Le rapport de vitesse assure des trajectoires de rodage uniformes et réduit l'ondulation de la surface.
③ Taille des particules abrasives : La poudre abrasive d'alumine (Al₂O₃) avec un D50% de 4-12 µm est préférable. Les particules trop grosses peuvent provoquer des rayures profondes à la surface, tandis que les particules trop petites réduisent considérablement le taux d'enlèvement. Gizhi Electronics utilise de la poudre abrasive calibrée et tamisée pour garantir une déviation de la distribution de la taille des particules ≤10%.
3. Formulation et fourniture de la suspension de rodage
La boue de rodage est composée d'eau, d'abrasif d'alumine, d'agents de suspension et d'une petite quantité d'adjuvant de pH. L'abrasif Al₂O₃ est sélectionné sous forme de particules de haute pureté (pureté ≥99,9%) de 400-600 mesh pour minimiser la contamination par les impuretés. Des agents de suspension tels que l'alcool polyvinylique (PVA) ou la cellulose carboxyméthylique (CMC) sont utilisés pour assurer une dispersion uniforme de l'abrasif et éviter un rodage inégal dû à la décantation. Un système d'alimentation en liquide à pression constante fournit la suspension à un débit stable de 500 à 800 ml/min, ce qui garantit que la zone de rodage reste continuellement humide et élimine rapidement les débris de rodage et la chaleur.

4. Procédé auxiliaire de pré-gravure
Pour les substrats InP à dureté élevée, Gizhi Electronics utilise de manière innovante un processus composite “pré-mordançage chimique + rodage mécanique”. La surface du substrat est légèrement attaquée avec une solution mixte d'acide bromhydrique, d'acide phosphorique, d'acide chlorhydrique et d'acide acétique (rapport de volume 3:2:1:1), formant une structure “trabéculaire” poreuse. Cette structure réduit la dureté Mohs de plus de 30% par rapport à l'InP original, ce qui améliore considérablement l'efficacité du rodage et empêche efficacement la propagation des rayures pendant le rodage. Le temps de pré-mordançage est strictement contrôlé à 30-60 secondes, suivi immédiatement d'un rinçage à l'eau pure pour éviter que l'acide résiduel ne provoque une corrosion des joints de grains.
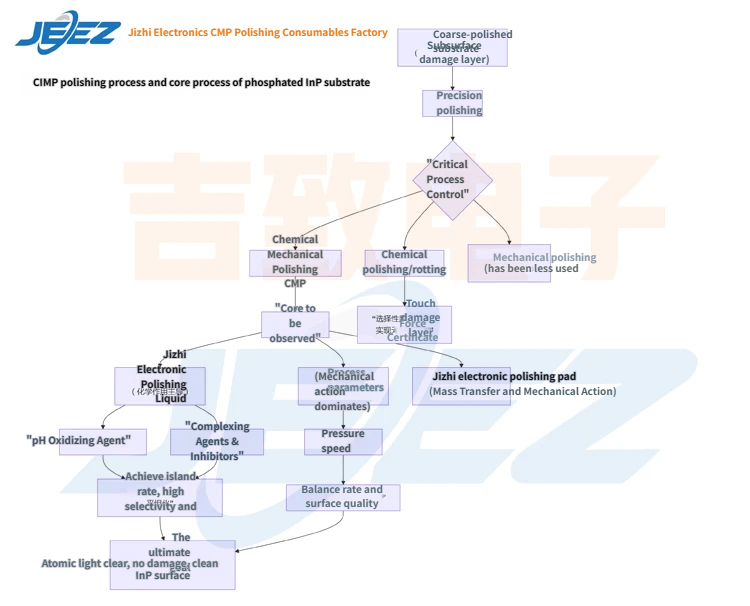
II. Le processus de polissage : L'obtention d'une surface semblable à un miroir
Le processus de polissage est l'étape critique pour éliminer les dommages résiduels dus au rodage et obtenir une surface atomiquement plate. Son mécanisme de base implique l'action synergique de la “corrosion chimique + élimination mécanique” : l'oxydant dans la boue de polissage réagit chimiquement avec la surface de l'InP pour former des composés phosphatés solubles, qui sont ensuite éliminés mécaniquement par le tampon de polissage et les particules colloïdales de silice (SiO₂) par frottement. Ce cycle se répète pour affiner la surface. Gizhi Electronics adopte un processus de polissage en trois étapes : polissage grossier, polissage moyen et polissage fin, afin d'optimiser progressivement la qualité de la surface.
1. Processus par étapes : Polissage en trois étapes
| Étape de polissage | Objectif principal | Sélection des tampons de polissage | Configuration de la boue de polissage | Paramètres du processus |
|---|---|---|---|---|
| Polissage grossier | Élimine rapidement les rayures de rodage, initie la finition miroir | Tampon de polissage en polyuréthane/dur (dureté Shore D ~50) | Colloïde SiO₂ (100-150 nm) + oxydant perchlorate (chlore effectif 8-10%), pH=10-11 | Pression : 80-100 N, Vitesse : 10-15 RPM, Durée : 15-20 min |
| Polissage moyen | Corriger la planéité locale, réduire l'ondulation | Tampon en polyuréthane/non-tissé/composite (dureté Shore D ~40) | Colloïde SiO₂ (50-80 nm) + Peroxyde d'hydrogène (3-5%), pH=9-10 | Pression : 50-70 N, Vitesse : 8-12 RPM, Durée : 10-15 min |
| Polissage fin | Élimination des microdéfauts, planéité au niveau atomique | Suba/Damping Cloth Fine Polishing Pad (Shore D Hardness ~30) | Colloïde SiO₂ (20-40 nm) + Peroxyde d'hydrogène (1-2%), pH=8-9 | Pression : 30-50 N, Vitesse : 5-8 RPM, Durée : 20-25 min |
2. Correspondance critique entre la boue de CMP et le tampon
La grande stabilité chimique de l'InP nécessite l'utilisation de boues de polissage alcalines à base de sol de silice pour améliorer la corrosion chimique. Le choix de l'oxydant est particulièrement crucial : les perchlorates, avec leur bonne solubilité et leur potentiel d'oxydation, forment rapidement une couche de réaction pendant le polissage grossier, tandis que le peroxyde d'hydrogène dans la phase de polissage fin permet de contrôler les taux d'oxydation afin d'éviter la surcorrosion. Le choix des tampons de polissage doit équilibrer le “taux d'enlèvement” et les “dommages de surface” : les tampons rainurés plus durs améliorent l'efficacité du polissage grossier, tandis que les tampons plus doux de type suédois minimisent les dommages mécaniques lors du polissage fin. En personnalisant les textures de surface des tampons, Gizhi Electronics parvient à un équilibre optimal entre le taux d'enlèvement et la qualité de la surface à chaque étape.

3. Environnement de polissage et contrôle du post-traitement
Le polissage doit être effectué dans une salle blanche de classe 1000 afin d'éviter toute contamination secondaire par des impuretés particulaires en suspension dans l'air. Après le polissage, un processus de nettoyage en trois étapes - ”Nettoyage par ultrasons + Nettoyage par mégasons + Essorage” - est immédiatement mis en œuvre : tout d'abord, un nettoyage par ultrasons avec un détergent neutre à 50°C pendant 10 minutes pour éliminer la boue résiduelle ; suivi d'un nettoyage par mégasons (fréquence de 1 MHz) pour éliminer les microparticules adhérentes ; et enfin, un essorage à 1000 tours/minute pendant 5 minutes pour garantir une surface exempte de traces d'eau.


